
Circuits imprimés en CNC (Partie 1) : Comment fraiser vos pistes de circuits imprimés au lieu de les graver
sur
Pour le prototypage ou la production de très petits volumes, le recours à des services externes de fabrication de circuits imprimés peut s'avérer coûteux ou, du moins, prendre beaucoup de temps. Pour différentes raisons, la gravure chimique peut également être écartée. Dans ces cas, le fraisage CNC d'un circuit imprimé peut être considéré comme une alternative valable pour la précision, la facilité de mise en œuvre et, plus important encore, pour la rapidité avec laquelle votre carte favorite est finie et prête à être soudée !
Toute personne impliquée dans l'électronique pratique, que ce soit pour le plaisir ou pour le travail, se trouve tôt ou tard « confrontée à la nécessité » de fabriquer un circuit imprimé. Le prototypage se fait à l'aide de plaques d'essais ou de circuits imprimés matriciels à trous multiples, mais il s'agit presque toujours de circuits qu'il est difficile de considérer comme définitifs, bien que certaines personnes parviennent à réaliser des conceptions bien réussies avec ces supports. La voie royale du prototype, qui peut aussi devenir définitif, est celle du PCB (Printed Circuit Board), qui est généralement réalisé par un service professionnel, à des coûts qui, de nos jours, sont plus ou moins à la portée de toutes les bourses. Mais ce service est une option pour un circuit finalisé, qui a passé tous les tests et qui doit peut-être être mis en production, même pour de petites séries. Toutefois, si vous en êtes à la phase de conception, que l'expérimentation nécessite un circuit stable avec un plan de masse et que vous prévoyez d'apporter des modifications après les essais, le coût d'un circuit imprimé professionnel n'en vaut peut-être pas la peine.
Il y a quelques années encore, la seule façon de fabriquer un circuit imprimé maison était de fixer le dessin du circuit sur une plaque de cuivre, par photogravure ou transfert de toner, puis de tremper la plaque dans du chlorure ferrique (ou d'autres produits chimiques appropriés) pour éliminer l'excès de cuivre. Mais si un circuit en SMT (Surface Mount Technology) est alors prêt, si l'on parle de THT (Through Hole Technology), la deuxième étape à franchir est celle du perçage, et c'est là que les problèmes commencent car, comme nous le savons tous, les trous ne sont pas tous de la même taille et nécessitent donc des forets de diamètres différents, sans parler de la nécessité de centrer chaque trou avec précision. Il est clair que cette étape représente une perte de temps considérable, pour des résultats qui sont rarement parfaits. Ces techniques sont encore utilisées aujourd'hui car les étapes jusqu'à la gravure dans le chlorure ferrique sont rapides et donnent de bons résultats, mais la manipulation de produits chimiques peut s'avérer être très dangereuse, dans des environnements restreints, comme une pièce à la maison ou un petit laboratoire.
L'avènement des graveuses CNC, aujourd'hui largement disponibles grâce à leur coût de plus en plus abordable, a certainement révolutionné le monde du prototypage en permettant de réaliser des circuits techniquement parfaits, sans avoir à manipuler de produits chimiques et, surtout, en obtenant des trous correctement dimensionnés et parfaitement centrés. Dans ces nouveaux articles, nous utiliserons cette excellente combinaison, ainsi que divers logiciels libres ou gratuits, pour apprendre à réaliser un PCB moyen avec des composants traversants. Nous verrons ensuite toutes les étapes nécessaires pour obtenir le fichier qui pilotera la graveuse CNC pour les phases de gravure et de perçage. En plus, nous proposerons un simple ajout mécanique qui permettra à la carte à usiner d'être fixée au plateau de maintien avec beaucoup de facilité et de précision
Les programmes que nous avons utilisés sont : Eagle 9.6.2 gratuit, pour générer les fichiers Gerber, FlatCAM v.8.5 open source, téléchargeable ici, qui sera utilisé pour générer les fichiers CAM en langage G-code, à utiliser avec Candle v.1.1.7, également open source, téléchargeable ici, qui se chargera de piloter la graveuse CNC en fournissant les commandes nécessaires à notre contrôleur. Le programme Eagle d'Autodesk n'est pas open source, il faut donc le télécharger, puis s'enregistrer sur le site pour l'utiliser en tant que version gratuite avec des fonctions limitées. Cependant, nous supposerons que le schéma de câblage et le dessin du circuit imprimé ont déjà été réalisés. Par conséquent nous verrons donc directement comment générer les fichiers Gerber, cela signifie que si vous disposez d'un autre logiciel de CAO, il vous suffira de savoir générer les fichiers Gerber, et vous pourrez passer directement à la deuxième étape, celle de la FAO (Fabrication Assistée par Ordinateur).
Vérification des fichiers DRU
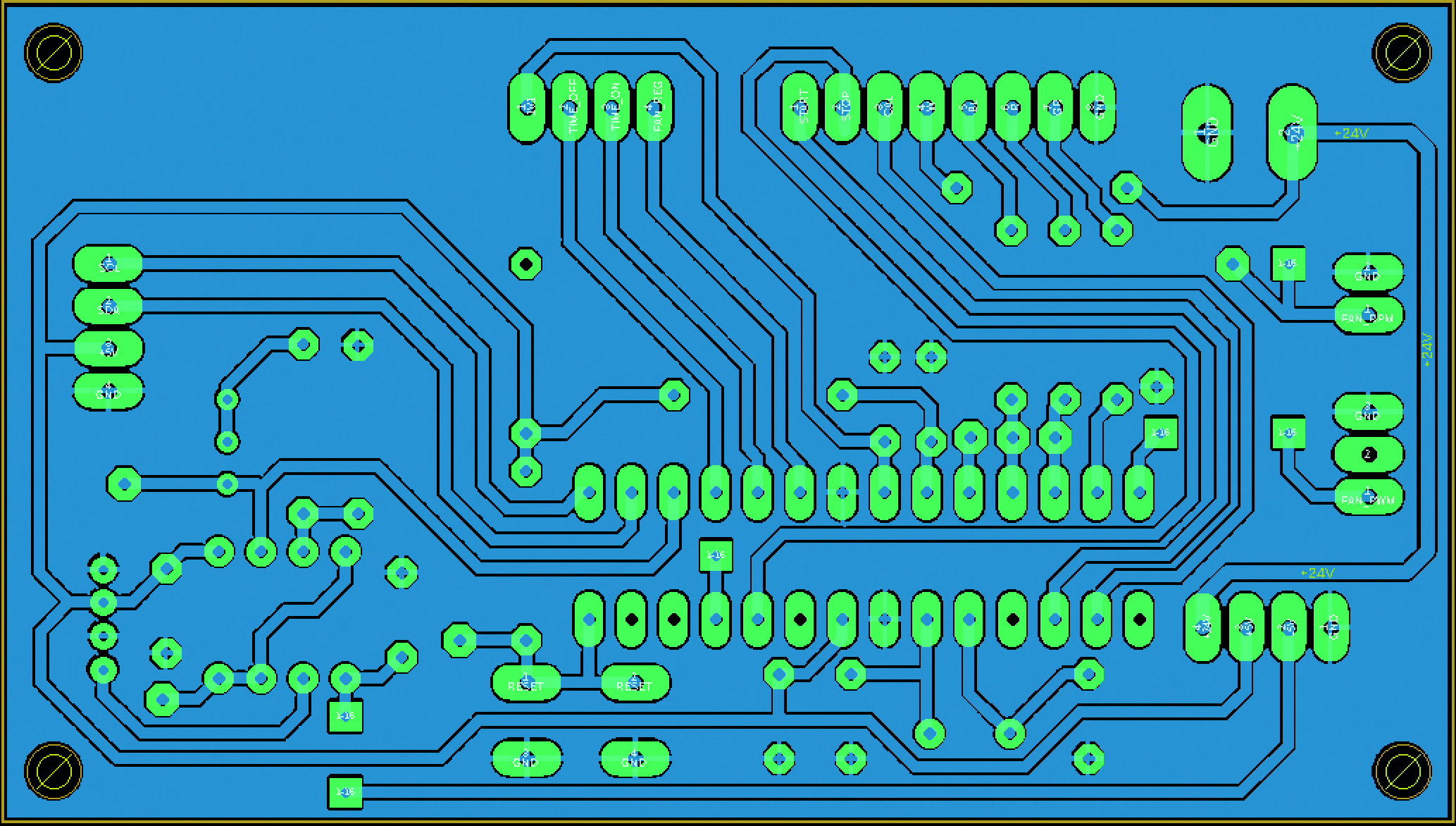
Tout d'abord, vous devez dessiner le schéma du circuit et son circuit imprimé. À part des cas très rares, il convient toujours d'équiper le circuit imprimé de ce que l'on appelle le « plan de masse » , qui non seulement relie tous les points de masse du circuit sans qu'il soit nécessaire de dessiner les pistes correspondantes, mais remplit également tous les espaces vides du circuit imprimé. Cela sera très utile pour la gravure. Dans le cas contraire, on se serait embêté à enlever tout le cuivre en excès, ce qui aurait prolongé le temps de gravure de manière disproportionnée, ou en procédant à la mise en place d'une série de polygones isolés au cours de la phase de conception par ordinateur. A titre d'exemple, nous utiliserons le dessin de la Figure 1.
La première opération à effectuer sur le logiciel de CAO est de créer un fichier DRU spécifique (appelé ainsi dans le cas d'Eagle) contenant les règles de conception, principalement les dimensions des pistes et des pastilles et leur espacement, en fonction du type de PCB à réaliser. En effet, il faut savoir que les paramètres par défaut des programmes de CAO conviennent parfaitement à la fabrication d'un circuit imprimé par un service professionnel, mais pas à une procédure artisanale. Les paramètres sur lesquels il faut agir sont essentiellement les dimensions minimales des pistes de connexion, les pastilles (pastilles pour la soudure des pattes des composants) et les vias (points de communication entre les faces supérieure et inférieure du circuit imprimé), ainsi que les distances entre ces composants et entre ceux-ci et le plan de masse, c'est-à-dire tout le cuivre adjacent couvrant les espaces restants du circuit imprimé et qui est mis à la masse. Si des valeurs appropriées ne sont pas respectées, il peut s'avérer difficile de souder les composants sur le circuit imprimé. Examinons ces paramètres et les valeurs convenables qu'il faut leur attribuer :
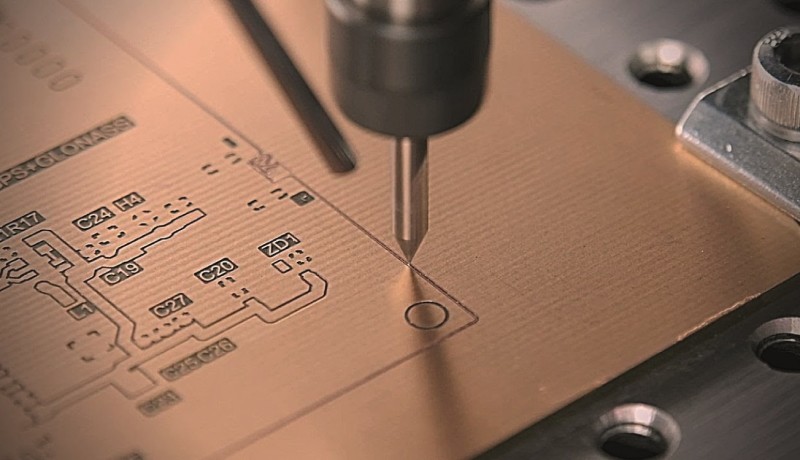
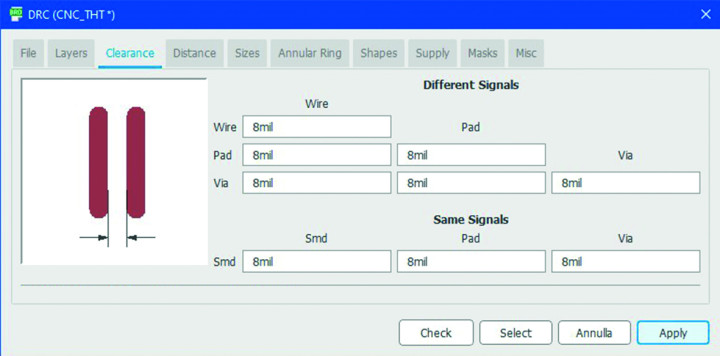
- Le dégagement : est l'espacement minimum entre les différents composants de la conception : pistes, pastilles et vias. Dans notre cas, nous avons utilisé une valeur de 8 mils, soit environ 0,2 mm, qui est une valeur standard également utilisée couramment ; cela signifie qu'il faut être assez habile avec le fer à souder, sinon l'étain peut envahir les pistes ou les pastilles adjacentes ou le plan de masse, provoquant ainsi des courts-circuits. La valeur de 0,2 mm coïncide avec la taille de la fraise à pointe en V que nous avons utilisé avec notre CNC, de sorte qu'un seul passage suffira pour éliminer l'excès de cuivre de la plaque de cuivre lors de la gravure (Figure 2). Si vous pensez ne pas avoir les compétences suffisantes pour souder, nous vous recommandons de doubler cette valeur pour atteindre 16 mils ; dans ce cas, vous pouvez utiliser un burin de 0,4 mm ou toujours celui de 0,2 mm, avec lequel la CNC effectuera deux passes adjacentes. Dans tous les cas, lors de la soudure, l'utilisation de flux peut s'avérer utile. La dépose de flux à l'aide d'un pinceau, avant la soudure, facilitera la soudure et évitera que l'étain ne touche les pistes ou les pastilles avoisinantes.
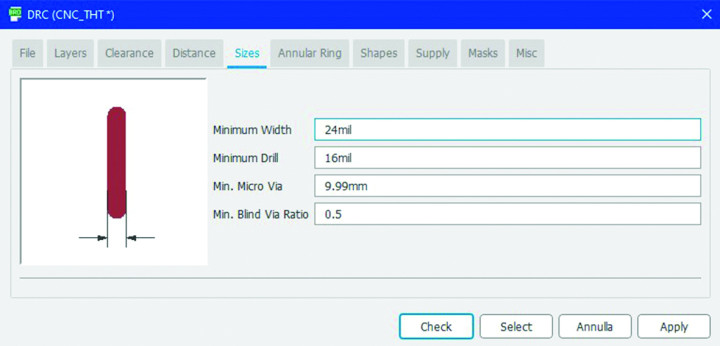
- Les dimensions : ce sont les tailles minimales des pistes et du diamètre minimal des trous, car en utilisant une valeur trop faible pour la largeur des pistes, vous courez le risque qu'un copeau provenant de la coupe de la fraise génère des pistes extrêmement fines, voire coupées. Nous avons utilisé 24 mils, ce qui correspond à environ 0,6 mm, tandis que le diamètre des trous n'est pas pertinent pour nos besoins, mais une valeur de 16 mils est tout à fait acceptable (Figure 3).
- Les pastilles: Il s'agit des dimensions des pastilles et des vias. Les valeurs standard des bibliothèques des différents composants conviennent pour un service de fabrication de cartes, mais lorsqu'on travaille avec la CNC, le bord extérieur perd facilement quelque chose, tandis que le perçage sans métallisation enlève plus de matière dans la partie centrale, et cela peut entraîner une réduction excessive de l'espace de soudure autour des pattes des composants, avec les difficultés qui en résultent. Les dimensions sont définies en pourcentage du diamètre intérieur du trou, avec une valeur minimale et une valeur maximale. Pour les pastilles, ces valeurs peuvent être définies séparément pour les surfaces supérieure, inférieure et intérieure de la plaque de cuivre, mais cette dernière valeur n'est pas pertinente, car elle ne peut être utilisée que pour les circuits imprimés multicouches professionnels, qui ne sont pas réalisables par des techniques artisanales. En ce qui concerne les vias, les dimensions sont uniques pour les deux faces extérieures, tandis qu'il en va de même pour la valeur intérieure, comme pour les pastilles. Les microvias font également partie des formats professionnels. Dans notre cas, nous avons fixé une augmentation de taille de 50 % par rapport à celle fournie par les bibliothèques de composants, avec une gamme de valeurs comprises entre 10 et 40 mils (Figure 4).

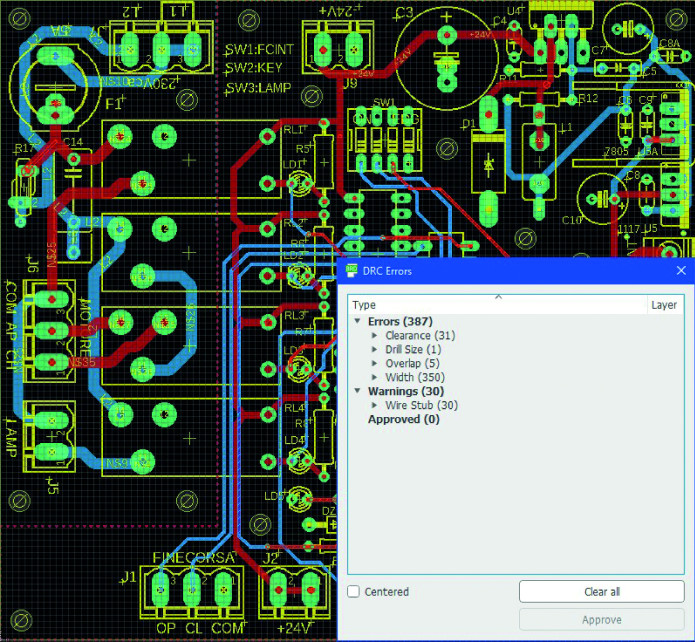
Vous trouverez le fichier CNC_THT.dru ici : « How To Mill Your PCB Tracks Instead Of Etching Them » , qui doit être copié dans le dossier dru d'Eagle. Une fois que vous avez ouvert le fichier de dessin du circuit imprimé, vous devez utiliser la commande de menu Tools-DRC..., cliquer sur le bouton Load... et charger le fichier. En cliquant d'abord sur Apply et ensuite sur Verify, Eagle appliquera les paramètres et vérifiera ensuite que le dessin a des caractéristiques correspondant à celles fournies dans le fichier DRU, si ce n'est pas le cas, un masque s'ouvrira avec toutes les erreurs trouvées. Dans la Figure 5, nous avons intentionnellement appliqué un DRU pour la CNC à un dessin de PCB réalisé pour l'impression par une société professionnelle. Le résultat est le suivant : pas moins de 387 erreurs et 30 avertissements. Plus précisément, nous avons :
- 31 Dégagements : signifie que dans 31 cas, les distances minimales entre les pistes n'ont pas été respectées;
- 1 Taille du foret : signifie que dans un cas, la taille d'un trou est inférieure à la taille minimale attendue;
- 5 Recouvrements : signifie qu'il y a 5 problèmes de chevauchement de pistes, dus au fait que les réglages DRU utilisés augmentent la taille des pastilles et les font se chevaucher. En fait, cette erreur se produirait même avec le DRU correct, en fait, nous l'avons provoquée volontairement;
- 350 Largeurs : signifie qu'en 350 points, les pistes ne respectent pas la taille minimale fixée par le DRU;
- 30 bouts de piste : il s'agit de repasses répétées à certains endroits des pistes. Cela se produit facilement lorsque nous effaçons une piste pour la recréer, mais nous ne nous rendons pas compte que nous ne l'avons pas effacée complètement, en particulier avec les pastilles.
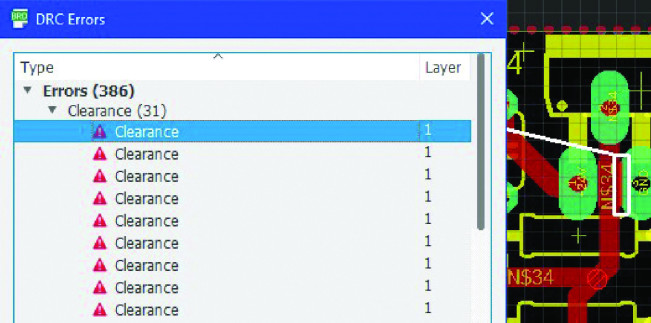
Eagle nous aide à trouver et à éliminer les erreurs, car il suffit de les sélectionner individuellement pour qu'une fenêtre s'ouvre en surbrillance, indiquant le point ou la section affectée par l'erreur sélectionnée. La Figure 6 montre précisément l'indication d'une erreur de dégagement, la voie passant entre les deux pastilles est trop proche et ne répond pas aux paramètres du DRU. Elle doit donc être réduite ou déplacée jusqu'à ce que l'erreur soit éliminée. Dans certains cas, vous pouvez décider que l'erreur indiquée par la vérification du DRU n'est pas pertinente pour la réalisation de votre prototype, auquel cas vous pouvez sélectionner cette erreur et cliquer sur le bouton Approve pour qu'elle soit supprimée de la liste, mais cette option ne doit être utilisée que si vous savez exactement ce que vous faites. Sinon, vous risquez d'avoir des problèmes lors de la gravure et probablement dans le fonctionnement du circuit après l'assemblage des composants.
Création de fichiers Gerber
Une fois que vous avez supprimé (ou approuvé) les erreurs signalées par le DRU, vous pouvez passer à l'étape de la création du fichier Gerber, une opération assez simple avec Eagle.
Voici la liste des étapes à suivre :
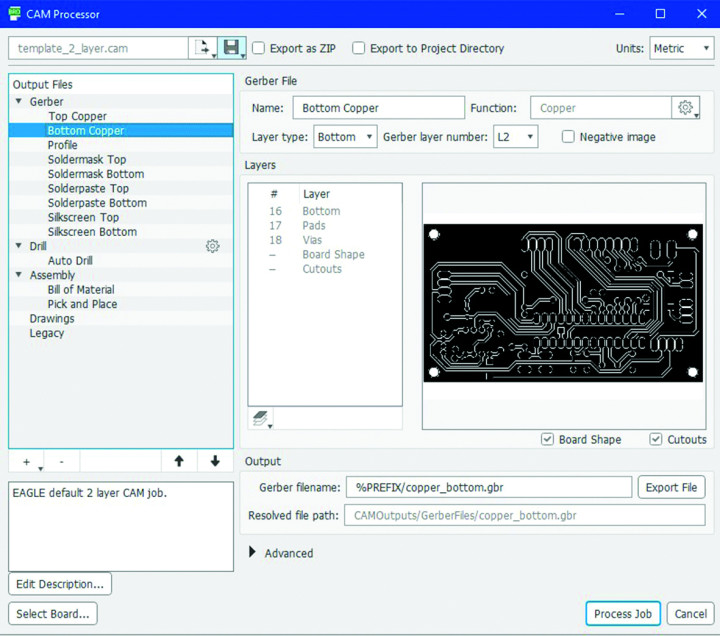
- Cliquez sur CAM Processor (Figure 7) ;
- Sélectionnez TOP COPPER pour vérifier la prévisualisation de la face supérieure du circuit (utile pour les circuits SMT ou THT double face) ;
- Sélectionnez BOTTOM COPPER pour vérifier la prévisualisation de la face supérieure du PCB (utile pour des THT simple face) ;
- Activez Board shape pour obtenir une bordure autour du circuit (utile lors de la découpe finale du circuit imprimé) ;
- Activez Cutouts pour obtenir les cercles intérieurs des grands trous ; NE PAS toucher à la section Advanced, qui sert essentiellement à refléter les circuits imprimés THT, nous la traiterons avec FlatCAM ;
- Cliquez sur Process Job : Eagle crée instantanément, à l'emplacement sélectionné, le dossier CAMOutputs avec tous les fichiers nécessaires au traitement du circuit par un prestataire de service.
Pour les étapes suivantes, Vous pouvez laisser le dossier à l'endroit où il a été créé ou le déplacer à un endroit plus pratique.
Création d'un fichier CAM de pistes
Après avoir installé FlatCAM, vous devez le lancer, et à la première utilisation, vous devrez suivre les étapes suivantes:
- Allez à la ligne blanche située au bas du script du programme (Figure 8);
- Si le script n'est pas visible, exécutez la commande Tool ⇒ Command line;
- tapez get_sys excellon_zeros et appuyez sur ENTER sur le clavier;
- tapez set_sys excellon_zeros T et appuyez sur ENTER sur le clavier;
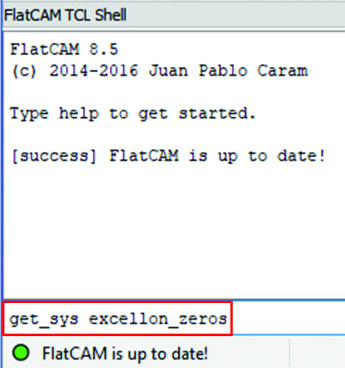
Ces deux lignes de code sont nécessaires pour que vous puissiez voir clairement les trous lorsque vous chargez un fichier type de « perçage » , nous en parlerons plus tard. Cette opération modifie de façon permanente les options du programme et ne doit donc plus être effectuée à l'avenir. À ce stade, vous pouvez également fermer la fenêtre de commande pour laisser le plus de place possible au panneau principal, en exécutant à nouveau la commande Tool ⇒ Command line.
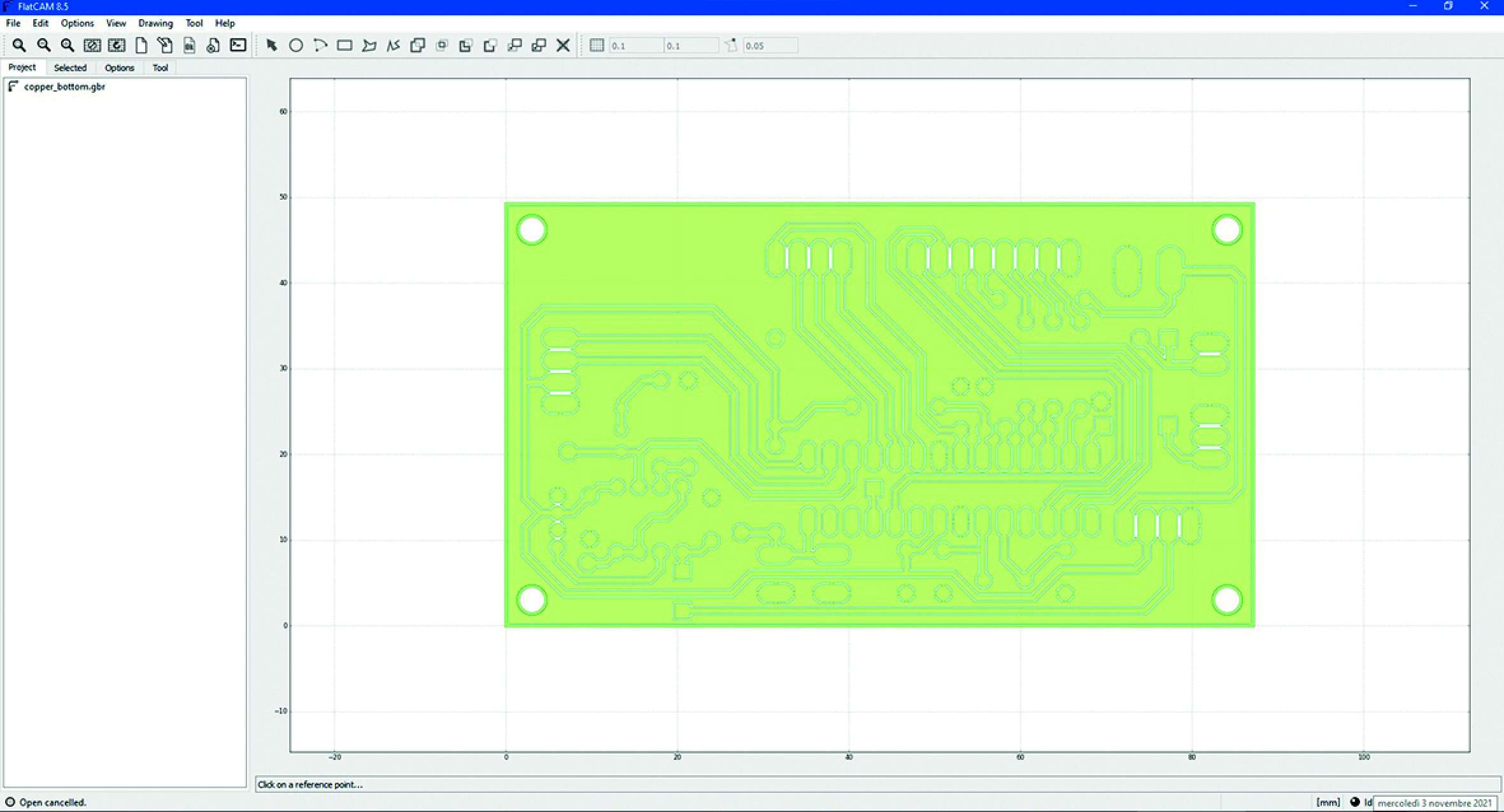
Exécutez la commande File ⇒ Open Gerber… et chercher le fichier à ouvrir dans le dossier CAMOutputs/GerberFiles, puisque nous travaillons avec un circuit THT à une face, nous ne sommes intéressés que par la face inférieure (fichier copper_bottom.gbr), dans le cas des circuits SMT nous aurions besoin du fichier copper_top.gbr. La Figure 9 montre le type d'image que vous verrez dans la fenêtre centrale après le chargement du fichier.
Ouvrez l'onglet Options et réglez le champ Units sur mm. Étant donné que le dessin du circuit imprimé est toujours réalisé du côté du composant, la gravure serait inversée, il faut donc procéder à une inversion (miroir). Nous devons exécuter la commande Tool ⇒ Double-Sided PCB Tool et définir les paramètres suivants (Figure 10) :
- Bottom layer = copper_bottom.gbr;
- Mirror axis = Y;
- Axis location = Box;
- Point/Box = copper_bottom.gbr;
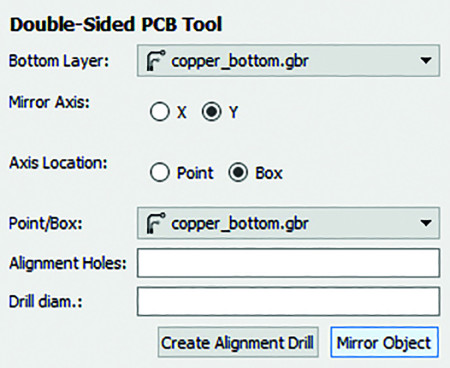
Cliquez sur Mirror Object, le circuit imprimé est maintenant visible directement du côté de la soudure (face inférieure).
Remarque : bien entendu, l'onglet Tool ne devra pas être modifié si nous devons travailler avec la face supérieure (circuits SMT). Ouvrez l'onglet Project et double-cliquez sur le projet copper_bottom.gbr, l'onglet Selected (sélectionné) s'ouvre, nous devons définir toutes les options suivantes :
Options de traçage:
- Activez les cases Plot et Solid.
Tracé de la gravure :
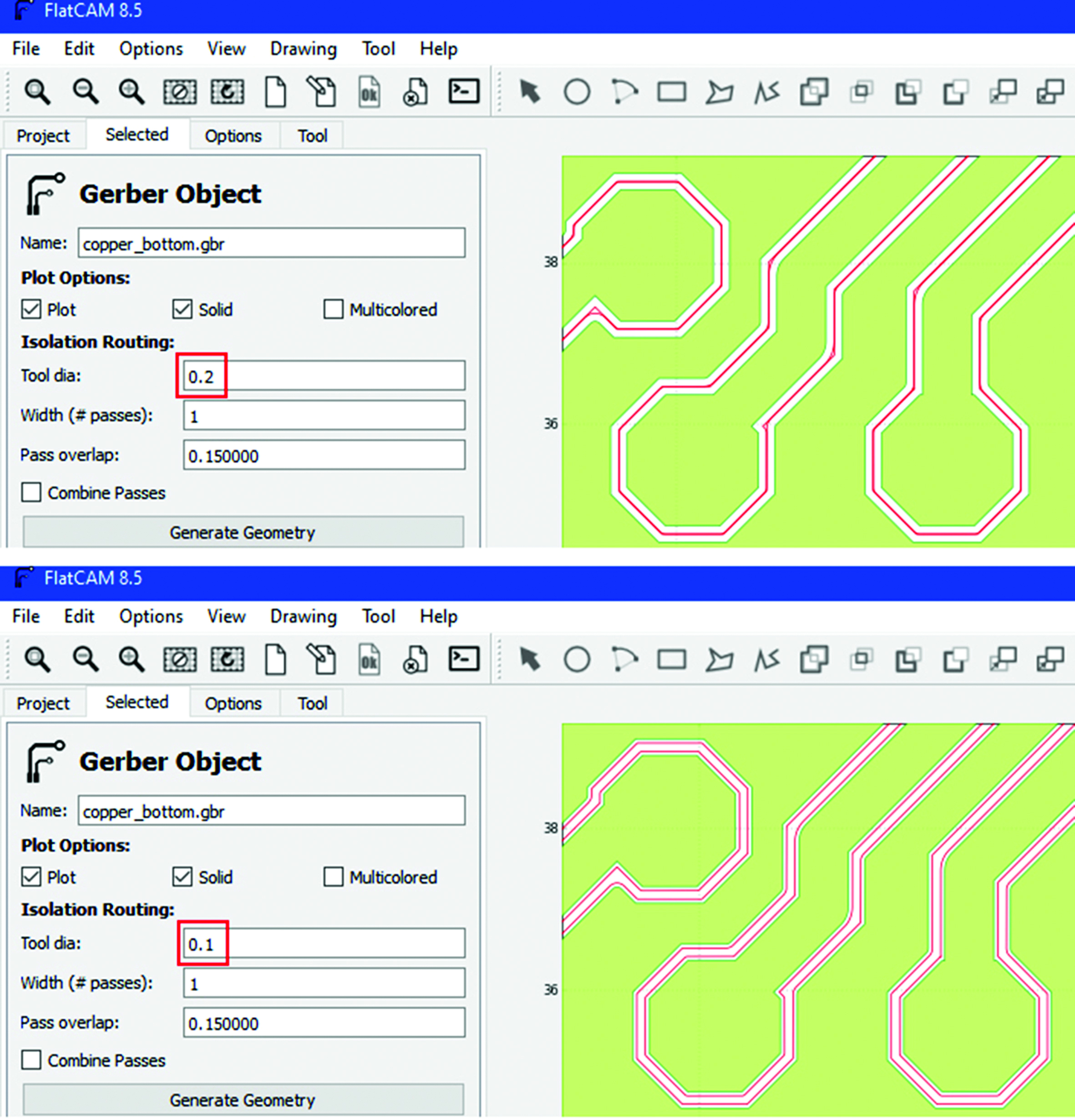
- Tool dia : Ici, nous devons entrer le diamètre de la pointe de la fraise que nous utiliserons pour la gravure. Le DRU que nous avons utilisé prévoit une distance entre les pistes, ou entre les pistes et le plan de masse, de 8 mils (environ 0,2 mm), nous devons donc choisir une fraise d'un diamètre égal ou sous-multiple de cette valeur. Nous avons des fraises de 0,1 mm et de 0,2 mm. Si nous choisissons la fraise de 0,2 mm, la CNC effectuera une seule passe pour graver exactement l'espace prévu par le DRU. Par contre, si nous utilisons la fraise de 0,1 mm, la CNC effectuera automatiquement deux passes côte à côte pour graver la même épaisseur. Nous avons choisi 0,2 mm.
- Width : est utilisé pour augmenter l'isolation de la piste. Il est logique d'utiliser ce champ lorsqu'il n'y a pas d'action en amont sur le DRU appliqué au circuit, mais dans notre cas nous l'avons fixé à 1 (une seule passe). Si un plus grand nombre de passes est défini, FlatCAM crée un fichier grbl pour chaque passe, il est donc nécessaire de graver le circuit plusieurs fois. À chaque nouvelle passe, la fraise est décalée d'une fraction égale à la valeur donnée au champ Pass overlap suivant. Par exemple, si l'isolation fournie par le DRU est de 0,2 mm, mais que nous voulons l'augmenter à 0,3 mm, en n'ayant que une fraise de 0,2 mm, nous réglons ce champ sur 2 et le champ suivant (Pass overlap) sur 0,5 (50%), de sorte que la deuxième passe soit superposée de 50% à la première passe, par conséquent la deuxième gravure sera de 0,1 mm.
- Pass overlap : ce champ est utilisé seulement si Width est supérieur à 1; sinon, il est ignoré.
- Combine passes : il peut être utile d'activer cette option, si Width>1, lorsque FlatCAM génère un seul fichier au lieu d'un nombre de fichiers égal à la valeur de la largeur (Width).
- En cliquant sur Generate Geometry, une ligne rouge apparaît à l'intérieur des lignes de fraisage, indiquant qu'un seul passage suffit pour éliminer l'excès de cuivre. Dans la Figure 11, nous avons agrandi l'image et simulé l'utilisation de la fraise de 0,2 mm (ci-dessus) et de la fraise de 0,1 mm (ci-dessous) pour montrer que, dans le second cas, la graveuse CNC devra effectuer deux passages pour garantir la séparation attendue par le DRU.
Si vous constatez une erreur après avoir effectué l'opération de création, vous devez suivre les étapes suivantes :
- Ouvrez l'onglet Project ;
- Sélectionnez le projet copper_bottom.gbr_iso créé à l'instant par le programme ;
- Appuyez sur Delete sur le clavier pour l'effacer ;
- Double-cliquez sur le projet copper_bottom.gbr ;
- Répétez la séquence d'opérations précédente.
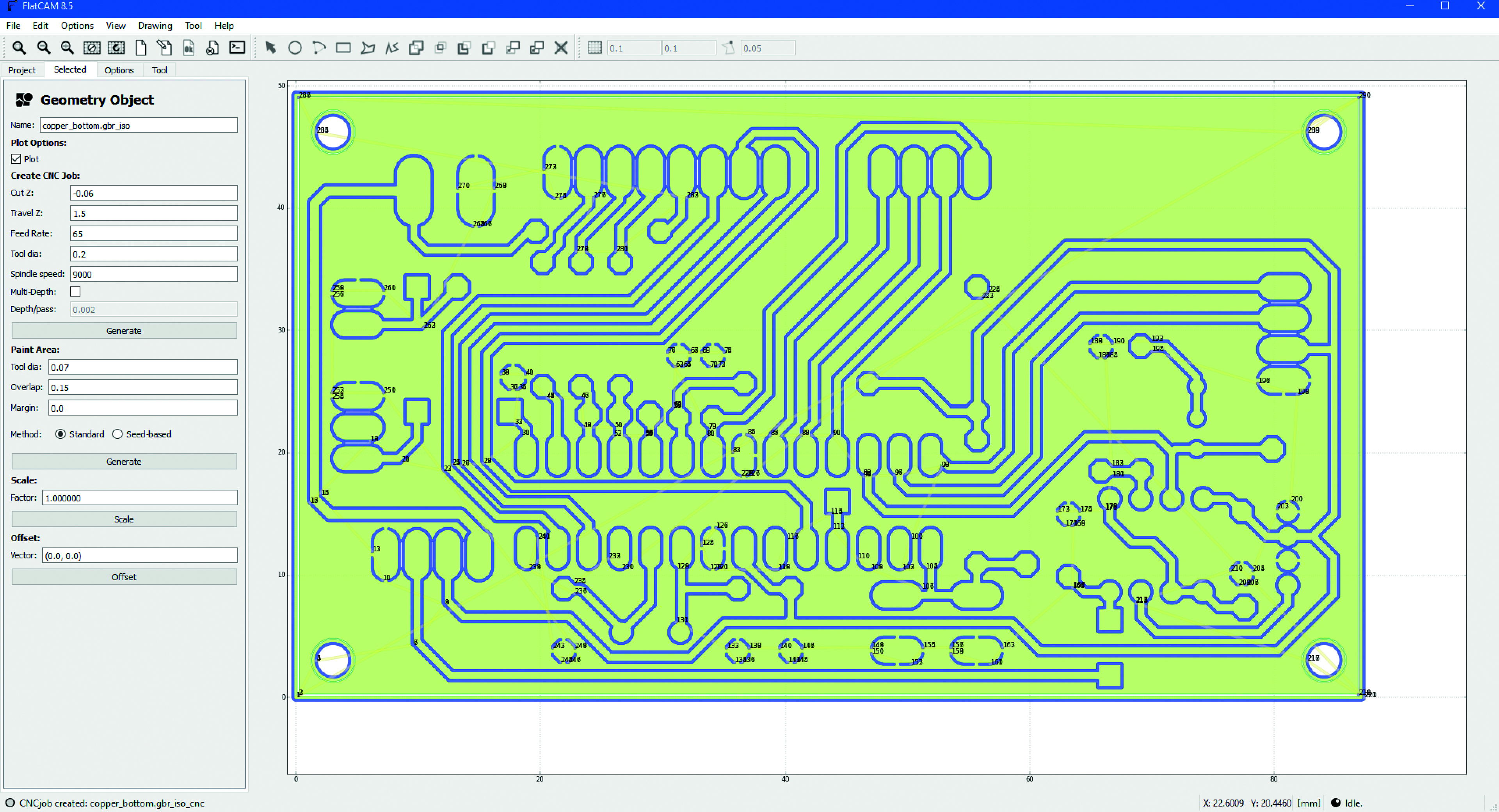
Si tout va bien, ouvrez quand-même l'onglet Project et double-cliquez sur le projet copper_bottom.gbr_iso. L'onglet Selected s'ouvrira à nouveau, et vous devrez définir les valeurs suivantes :
- Plot : activez la case à cocher ;
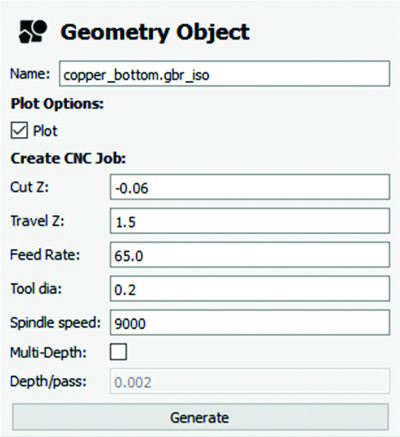
- Cut z : profondeur de la gravure en millimètres. L'épaisseur du cuivre est généralement de 0,035 mm, il faut donc entrer une valeur plus grande, en tenant compte également des tolérances de mouvement de la broche, en général -0,06 à -0,08 ;
- Travel z : est l'élévation de la fraise pendant la course, lorsqu'il n'y a pas de gravure, peut être réglé sur 1,5 mm ;
- Feed rate : vitesse de gravure en mm/min, une valeur faible prend beaucoup de temps mais offre une grande fiabilité, une valeur élevée génère une gravure rapide mais avec un certain risque pour la fraise ou la perte de pas. Nous avons trouvé un bon compromis avec une valeur comprise entre 50 et 80 ;
- Tool dia : 0.2 (identique à la valeur saisie plus haut) ;
- Spindle speed : vitesse de rotation maximale de la broche. Cette valeur permet de gérer le signal PWM généré par le contrôleur CNC. Notre pilote prévoit cette possibilité, et la fiche technique de la broche indique qu'à 36 V, elle peut atteindre 9000 tr/mn, nous entrons donc cette valeur. Si le contrôleur que vous utilisez à la place a une simple commutation de relais, ce champ peut être ignoré et rester vide. (Figure 12).
Si vous constatez des erreurs après avoir effectué l'opération de création, vous devez suivre les étapes suivantes :
- Ouvrez l'onglet Project ;
- Sélectionnez le projet copper_bottom.gbr_iso_cnc qui vient juste d'être créé par le programme ;
- Appuyez sur Delete sur le clavier pour l'effacer ;
- Double-cliquez sur le projet copper_bottom.gbr_iso ;
- Répétez la séquence d'opérations précédente.
Si, par contre, tout est OK, ouvrez l'onglet Project et double-cliquez sur le projet copper_bottom.gbr_iso_cnc, l'onglet Selected s'ouvre à nouveau, il faut activer l'option Plot et entrer dans le champ Tool dia la même valeur que celle utilisée dans les masques précédents (dans notre cas 0.2), puis cliquez sur Update Plot. Attendez quelques secondes, même si apparemment rien ne se passe, puis cliquez sur Export G-Code et sauvegardez le fichier sous Nom_PCB. nc, où Nom sera le nom de votre projet. Il n'est pas obligatoire de donner un nom spécifique, mais si vous le faites, vous pouvez créer un dossier contenant tous vos fichiers, pour une utilisation future. La seule chose essentielle est la terminaison .nc, autrement, le fichier ne sera pas vu par le logiciel Candle.
A ce stade, si votre projet comporte des composants CMS, et donc pas de trous de perçage, vous pouvez fermer FlatCAM et passer directement à la phase de gravure. Sinon, vous devez continuer avec l'étape suivante de ce programme.
Génération de fichiers de perçages CAM
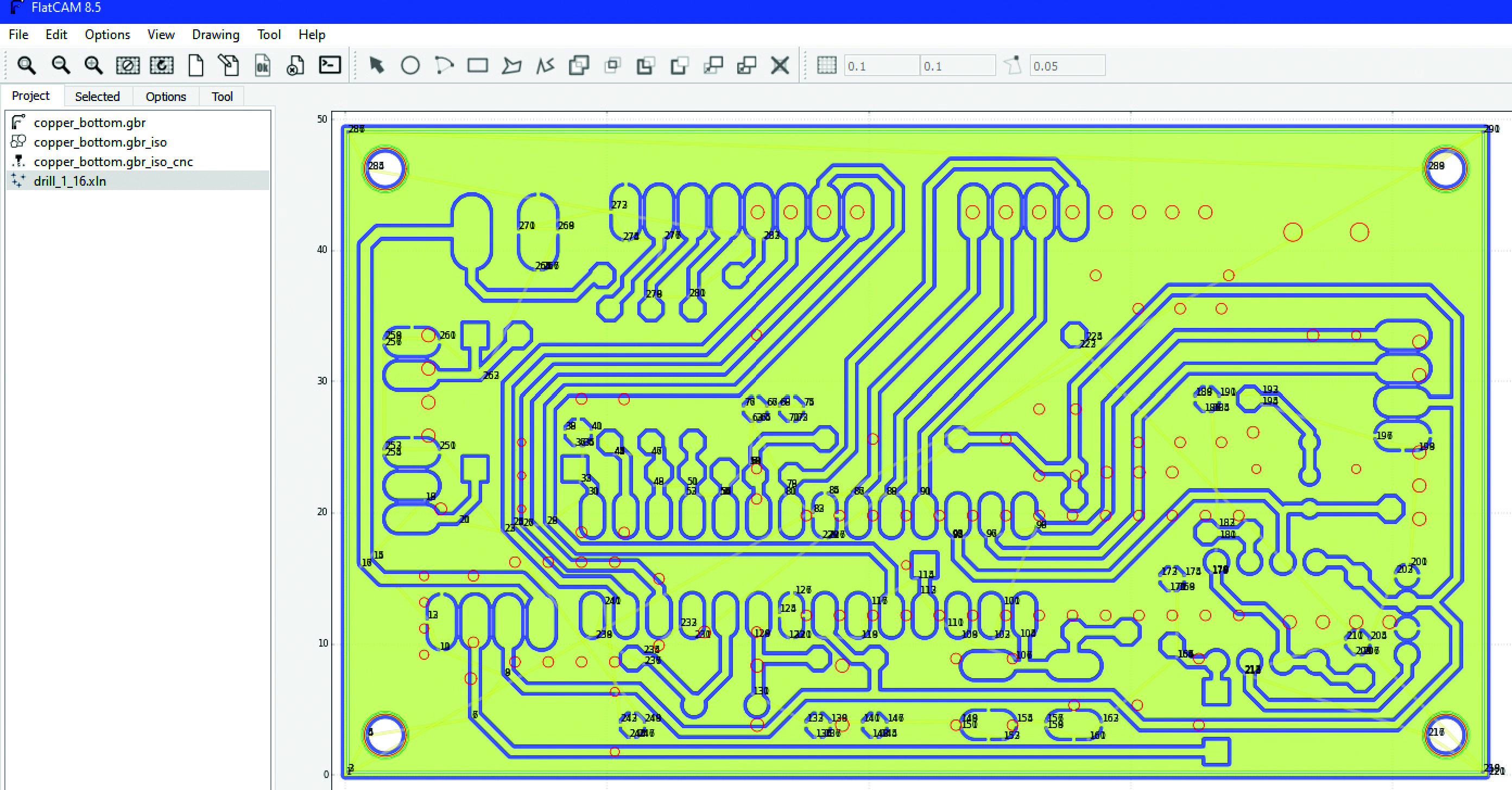
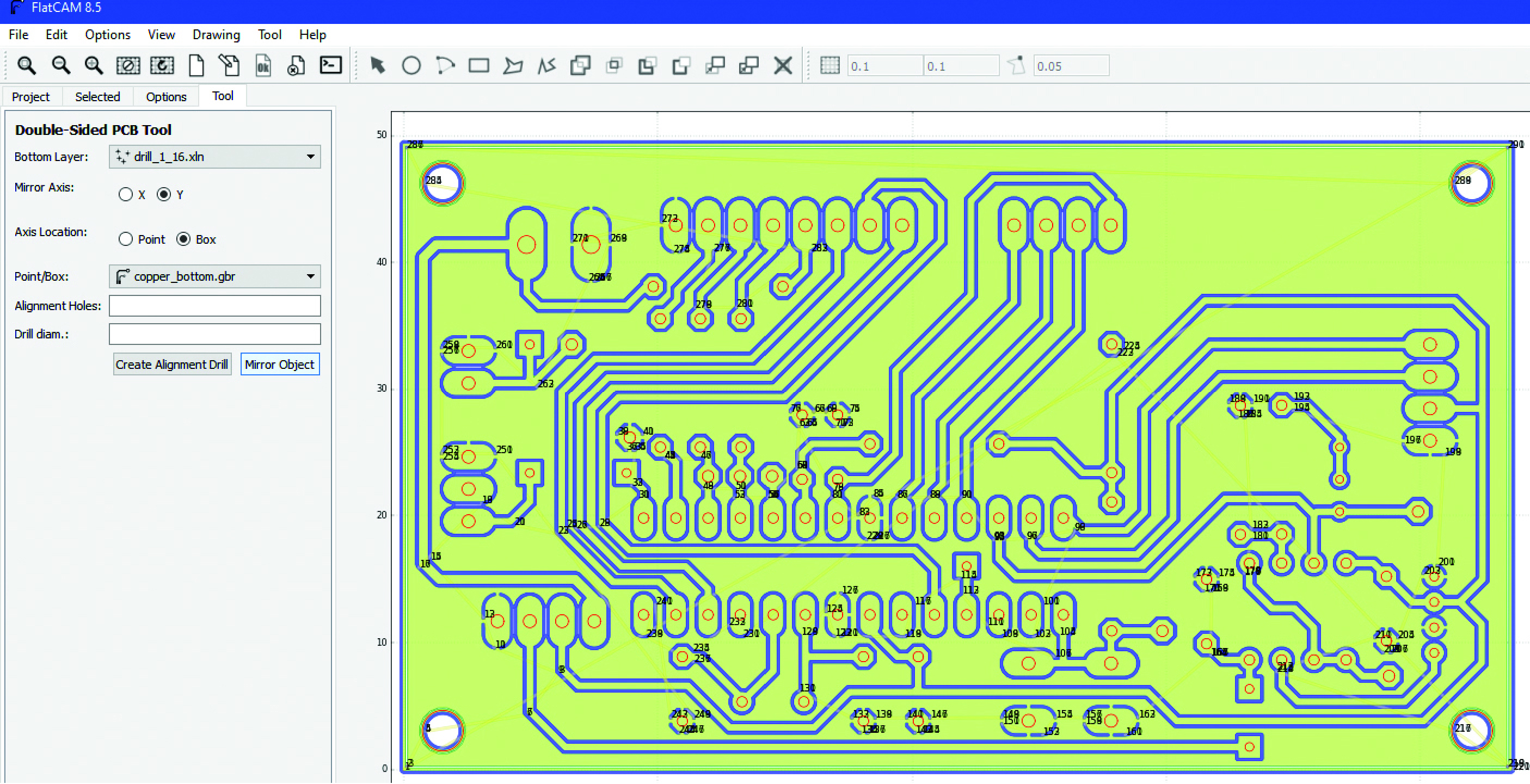
Exécutez la commande File ⇒ Open Excellon... et ouvrez le fichier drill_1_16.xln, qui se trouve dans le dossier CAMOutputs/DrillFiles. Si vous avez précédemment mis en miroir le circuit, vous verrez que les trous (représentés par des cercles rouges) ne correspondent pas aux pads ou vias sous-jacents (Figure 14) ; Vous devez exécuter la commande Tool ⇒ Double-Sided PCB Tool et régler les paramètres suivants :
- Bottom layer = drill_1_16.xln;
- Mirror axis = Y;
- Axis location = Box;
- Point/Box = copper_bottom.gbr.
Cliquez sur Mirror Object, instantanément les trous seront parfaitement centrés par rapport aux pads et vias sous-jacents (Figure 15). Si vous remarquez des erreurs après avoir effectué l'opération miroir, vous devez effectuer les étapes suivantes :
- Ouvrez l'onglet Project ;
- Supprimez le projet drill_1_16.xln en appyant sur Delete sur le clavier ;
- Exécutez la commande File ⇒ Open Excellon… et ouvrez le fichier drill_1_16.xln
- Répétez la séquence d'opérations précédente.
Si tout s'est bien passé, ouvrez l'onglet Project et double-cliquez sur le projet drill_1_16.xln, l'onglet Selected s'ouvre à nouveau et vous devez définir les valeurs suivantes :
Options de traçage
- Plot : activez la case à cocher ;
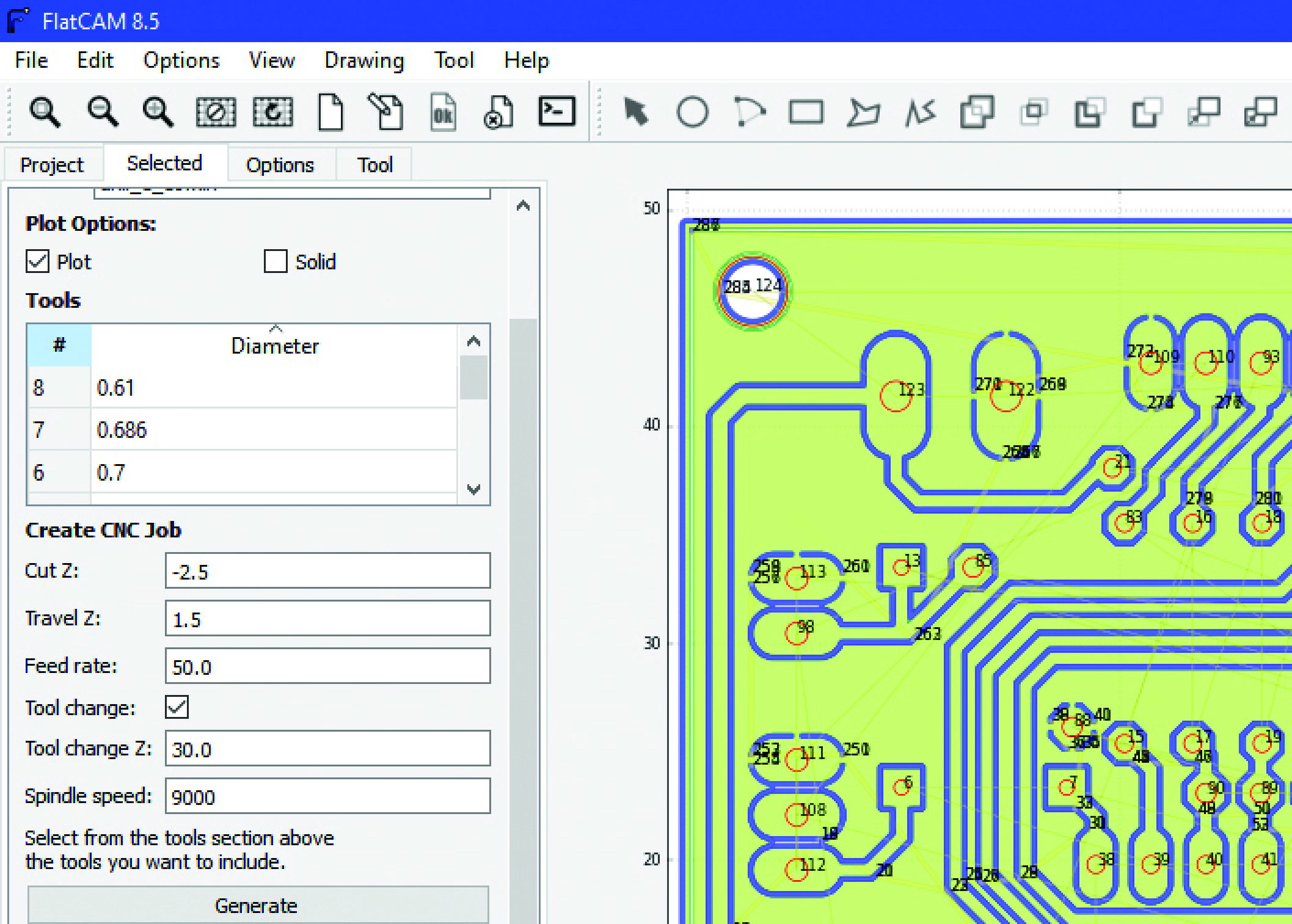
Outils
- Tools : vérifier l'ordre des diamètres, il doit être croissant, sinon cliquer sur #. Ces valeurs sont les diamètres des fraises qui seront nécessaires pour percer le circuit imprimé. Comme vous le remarquerez, certaines valeurs sont hors norme, mais il s'agit de dixièmes ou de centièmes de millimètre, et la seule chose à faire est de les arrondir et d'utiliser ensuite la fraise de la valeur la plus proche, au moment où elle sera nécessaire.
Par exemple: pour 0.61 vous utiliserez une fraise de 0.6 mm, pour 0.686 et 0.7 vous utiliserez toujours une fraise de 0.7 mm ;
Créer une tâche de gravure CNC
- Cut z : profondeur du trou de perçage. Le circuit est typiquement d'une épaisseur de 1,6 mm, la valeur à saisir est typiquement de -2,5, si le circuit sera fixé sur des supports surélevés par rapport à la plaque, comme dans notre cas. Sélectionner tous les identifiants d'outils avec la souris, ce qui est essentiel pour la génération du fichier grbl ;
- Travel z : relevage du foret pour passer au trou suivant en mm, régler 1,5 ;
- Feed rate : vitesse de l'axe Z pendant le perçage, en unités par minute. Le programme propose une valeur de 3.0, mais pour nos besoins, vous pouvez très bien choisir une valeur comprise entre 30 et 50 ;
- Tool change : cochez la case pour que la CNC s'arrête à chaque changement d'outil ;
- Tool change z : 30 (élévation de la broche pour permettre le changement d'outil en mm)
- Spindle speed: la même chose que ce qui est expliqué ci-dessus s'applique, donc pour notre CNC nous avons réglé 9000, cependant, si vous avez un autre modèle de broche, vous devez vous référer à sa fiche technique.
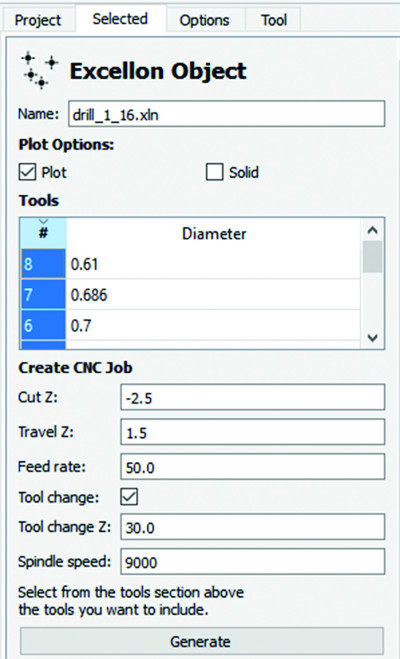
Dans la Figure 16, nous avons représenté la section que nous venons de décrire avec les valeurs définies.
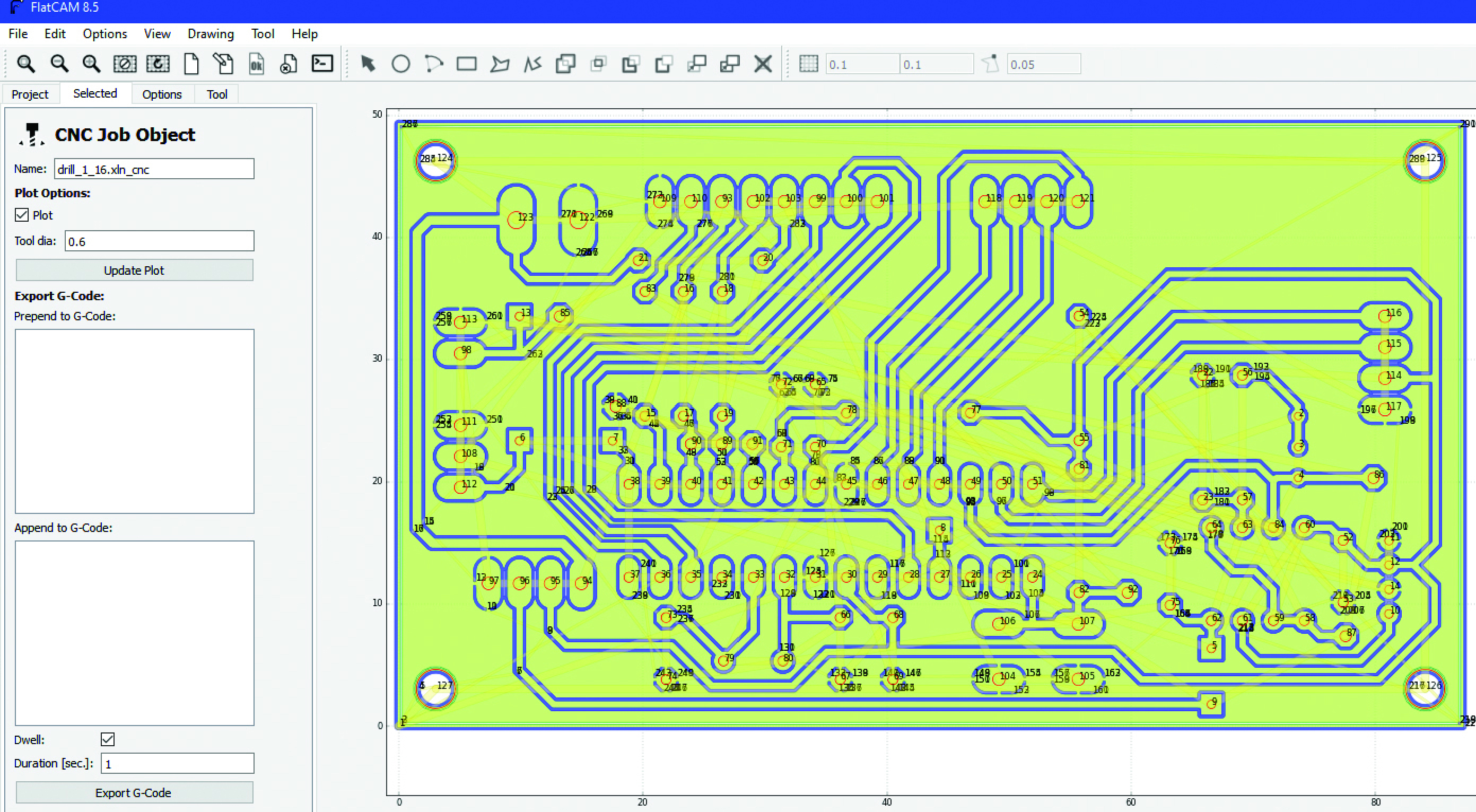
Cliquez sur Generate, Tous les trous seront numérotés selon la séquence de perçage (Figure 17). Si cela ne se produit pas, totalement ou seulement pour certains trous, cela signifie que les ID d'outils n'ont pas été sélectionnés correctement. Si vous remarquez une erreur après avoir effectué cette dernière opération, vous devez effectuer les étapes suivantes :
- Ouvrez l'onglet Project ;
- Sélectionnez le projet drill_1_16.xln_cnc créé à l'instant par le programme ;
- Appuyez sur Delete sur le clavier pour l'effacer ;
- Répétez la séquence d'opérations précédente.
Si tout va bien, cependant, ouvrez l'onglet Project et double-cliquez sur le projet drill_1_16.xln_cnc, l'onglet Selected s'ouvre à nouveau, et vous devez définir la valeur suivante :
- Tool dia : 0.6 (diamètre initial de perçage par défaut) ;
- Cliquez sur Update Plot ; l'image montre également le parcours de perçage (Figure 18) ;
- Cliquez sur Export G-Code ;
- Sauvegardez avec Nom_FORI.nc, ou Nom sera le nom de votre projet, comme expliqué précédemment pour le fichier de pistes. Là encore, il est essentiel d'utiliser la terminaison .nc, sinon le fichier ne sera pas vu par le logiciel Candle.
Avec cette dernière étape, nous avons terminé les opérations de conception et nous disposons maintenant de deux fichiers au format grbl, avec lesquels nous allons usiner notre plaque de cuivre, en éliminant d'abord l'excès de cuivre et en perçant ensuite les trous nécessaires pour les composants.
Remarque : il est important de sauvegarder le projet FlatCAM, éventuellement dans le même dossier que les fichiers grbl, afin de pouvoir le rouvrir pour modifier rapidement un paramètre, sans avoir à refaire toutes les étapes vues jusqu'à présent. La commande à utiliser est File ⇒ Save Project As..., en indiquant le chemin et le nom (généralement le même que celui utilisé pour les deux fichiers grbl) comme Nom_prj sans désinence, où Nom sera toujours le nom utilisé précédemment. Dans le prochain épisode, nous passerons à la partie pratique, avec l'étude approfondie du programme Candle et la réalisation de notre premier circuit.
Traduction : Laurent RAUBER
Discussion (0 commentaire(s))