
Circuits imprimés en CNC (Partie 2) : Gravure et perçage des pastilles et des vias
sur
La première partie de cette série portait sur la création de fichiers CAM pour les circuits imprimés (PCB) à l'aide d'une fraiseuse à commande numérique (CNC). Dans cette deuxième partie, nous allons voir comment modifier le plateau de notre CNC2018 et utiliser les fichiers pour préparer notre circuit imprimé, en commençant par la gravure puis ensuite le perçage des pastilles et des vias.
Modification du plateau de la CNC2018
La CNC utilisée pour nos tests dispose d'une plaque en PVC avec une série de rainures pour la fixation du PCB, qui n'étaient pas toujours pratiques à utiliser. Nous avons donc pensé à faire une modification pour améliorer cela. Nous la décrivons ici à l'intention de ceux qui la possèdent déjà ou qui décident de l'acheter.
Voyons le matériel dont nous avons besoin :
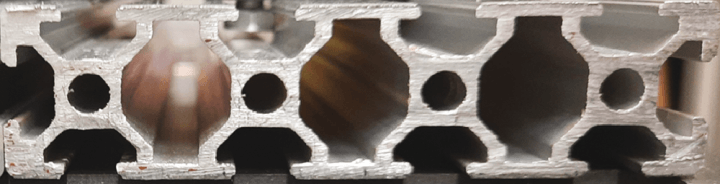
- Profilé en aluminium à rainures régulières prévu pour des écrous M5 (Figure 1), pour couvrir une surface maximale de 24 × 18 cm. Pour nos besoins, une surface de 20 × 16 cm est amplement suffisante, que nous avons obtenue avec deux profilés de 20 × 8 cm accolés, qui peuvent être achetés séparément ou sous la forme d'un seul profilé de 40 × 8 cm qu'il faut ensuite découper en deux parties égales. Dans ce dernier cas, la dépense est moindre, mais il faut disposer du matériel de découpe nécessaire ;
- 4 écrous M5 par profilé (8 supplémentaires seront nécessaires pour les supports) avec les boulons et rondelles correspondants.
Les étapes à suivre simplement :
- Alignez et centrez les deux profilés sur la partie supérieure du plateau d'origine et fixez-les temporairement à l'aide d'un ruban adhésif très résistant. Il est important que les deux profilés soient parfaitement alignés et en contact l'un avec l'autre, et que les bords ouverts soient orientés le long de l'axe X du plateau, de manière à ce que le bord fermé soit vu de face.
- Retournez la fraiseuse CNC et enfiler les 4 écrous dans les rainures de manière à ce qu'ils soient visibles à travers les fentes de la plaque en PVC et qu'ils soient symétriques.
- Marquer les éléments avec un marqueur, à la fois sur les panneaux et sur le fond de la plaque en PVC.
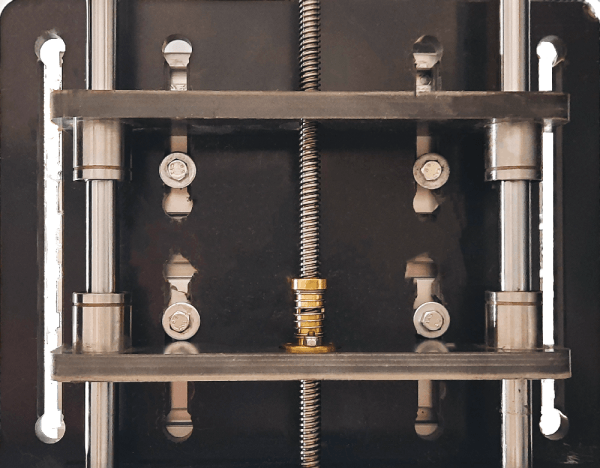
- Retirer les profilés et fixer les écrous avec de la colle thermofusible (Figure 2).
- Fixer les panneaux avec quatre boulons et rondelles (Figure 3).

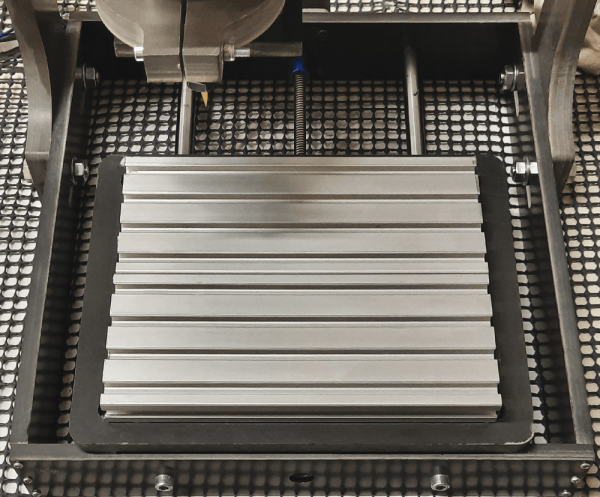
Si tout a été fait selon nos instructions, le résultat sera celui de la Figure 4. Cette modification entraîne une perte d'environ 2 cm en hauteur, mais la course de l'axe Z de cette CNC est suffisante pour l'usinage des circuits imprimés.
Pour terminer le travail et profiter au mieux de notre nouveau plateau, nous avons maintenant besoin de supports de montage pour circuits imprimés, que nous avons fabriqués par impression 3D. Vous trouverez les fichiers STL ici. Ces supports sont conçus pour tirer le meilleur parti des rainures du profilé en aluminium, en s'adaptant à pratiquement toutes les tailles de circuits imprimés, et en les espaçant du plateau pour faciliter le perçage. Le système en « L » avec vis et écrous (intégrés dans le support) permet une fixation parfaite du circuit imprimé, ce qui est essentiel pour la gravure (Figure 5). Les supports ont été conçus pour des vis/écrous de type M6, mais ils peuvent être utilisés en toute sécurité avec des vis/écrous de type M5.
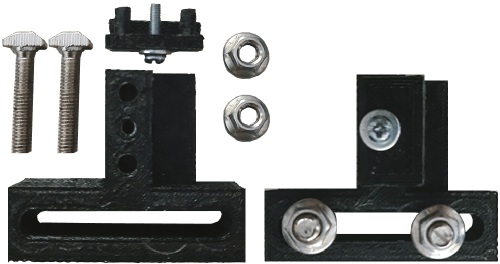
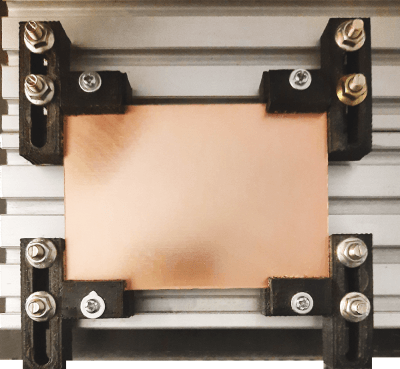
Nous devrons imprimer deux supports réguliers et deux supports miroirs, ainsi que les quatre pièces en « L » pour la fixation du circuit imprimé. Comme le montre clairement la photo, chacun des quatre supports nécessite deux vis profilées M5 d'environ 25 mm de long, deux écrous avec rondelle intégrée (des rondelles à part conviennent également) et une petite vis M3 avec rondelle et écrou (à insérer dans la rainure spécifique du support). La Figure 6 montre le résultat final avec le circuit imprimé prêt pour les étapes suivantes. Avec ce type de support, la taille minimale d'une plaque cuivrée peut être de 5 × 3,5 cm.
La plaque cuivrée pour le circuit imprimé
En fonction des dimensions du circuit obtenues à partir de la conception, il convient de préparer une carte cuivrée sur une seule face. Dans notre cas, elle doit être légèrement plus grande que le dessin, d'environ 1 cm de chaque côté, afin d'éviter que la fraise ne heurte les supports et ne soit endommagée. La carte doit être fixée aux supports avec le côté à graver tourné vers le haut. Attention : il arrive que les circuits imprimés cuivrés, s'ils ne sont pas de haute qualité, présentent des bords plus épais en raison de la découpe effectuée en usine. Cela pourrait poser des problèmes lors de la gravure car cela empêcherait une fixation solide aux supports. Il est donc nécessaire de limer tous les bords jusqu'à ce que ces parties indésirables soient éliminées des deux côtés.
Nous vous rappelons qu'il existe deux programmes gratuits à télécharger, FlatCAM et Candle. However, it is always advisable to refer to their latest versions (not the beta ones, though). Cependant, il est toujours conseillé de se référer à leurs dernières versions (pas les versions bêta, par contre). L'utilisation de FlatCAM, avec la génération des fichiers correspondants, a été décrite dans la partie précédente. Nous allons maintenant plutôt nous pencher sur Candle.
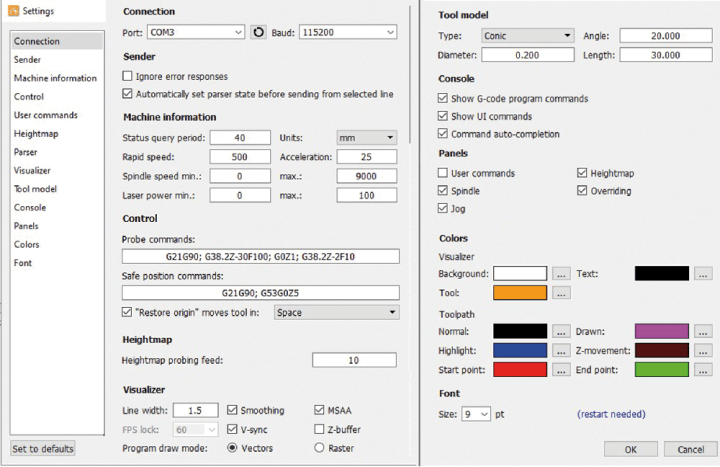
Aucune installation n'est nécessaire. Le dossier décompressé peut être placé où vous le souhaitez. Il suffit de l'ouvrir et d'exécuter le fichier Candle.exe. The first thing to do is set up the program correctly. La première chose à faire est de configurer le programme correctement. Le contrôleur étant connecté au port USB du PC, sélectionnez le port COM correspondant dans le menu Service-Settings, puis configurez les champs qui vous intéressent, comme le montre l'image de la Figure 7. Enfin, confirmez le tout en cliquant sur OK.
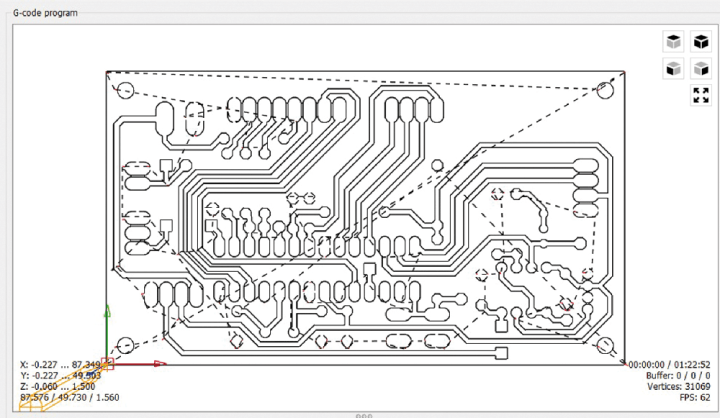
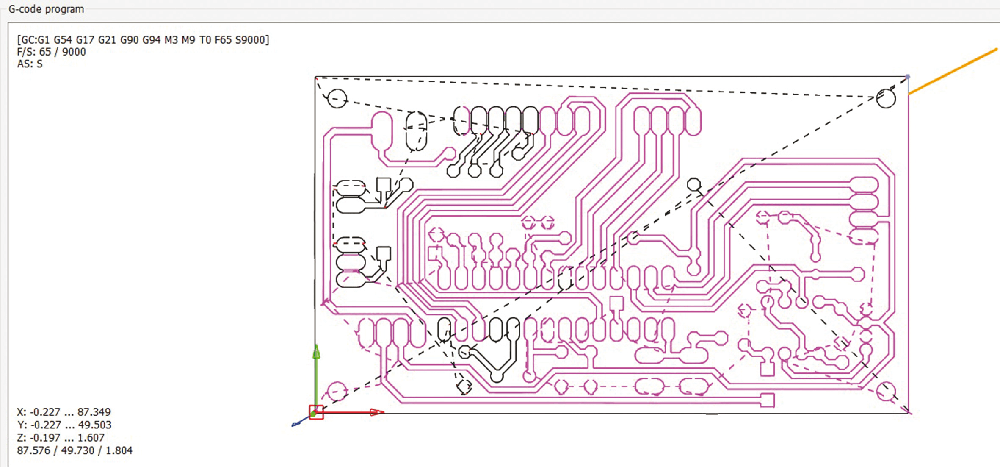
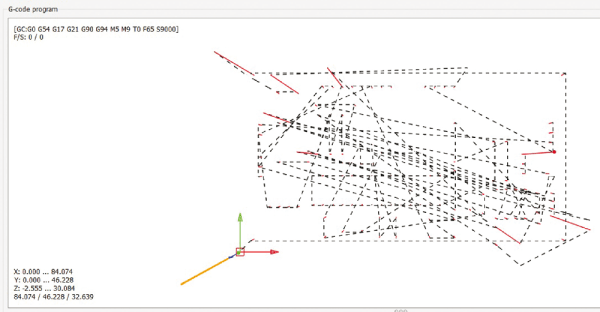
Si le port sélectionné est le bon, dans la partie droite du masque, le champ Status affichera la valeur Idle. Si, au contraire, vous lisez Opened, vous devez retourner aux paramètres et changer le port, en le sélectionnant parmi ceux qui sont disponibles. Ouvrez le fichier CAM Name_PCB.nc ( « Name » est le nom que vous avez donné au fichier que vous avez créé avec FlatCAM). Dans la partie centrale du masque, vous verrez les pistes et les pastilles du PCB, avec quelques lignes pointillées représentant le chemin que la fraise prendra pendant la gravure (Figure 8). Examinons un aperçu des champs et des boutons, situés sur le côté droit du masque, et que nous avons numérotés dans la Figure 9.
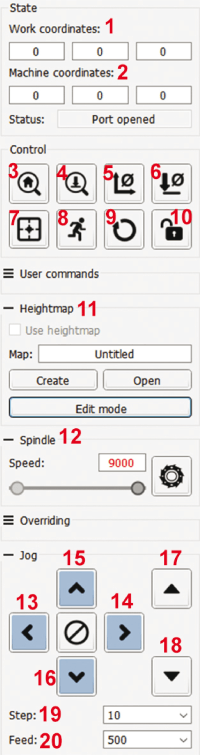
1. Works Coordinates (Coordonnées de travail) : les trois champs X-Y-Z sont continuellement mis à jour pendant l'usinage.
2. Machine Coordinates (Coordonnées de la machine) : es trois champs X-Y-Z contiennent les coordonnées absolues de la machine. Lorsqu'un travail commence avec des origines à 0,0,0, les trois champs coïncident avec les coordonnées de travail.
3. Home : démarre la procédure de prise d'origine (homing) avec la commande $H. Elle ne doit être utilisée et ne fonctionne correctement que si la CNC est équipée d'interrupteurs de fin de course.
4. Z-probe (Sonde-Z) : permet de trouver le zéro Z, c'est-à-dire le point de contact entre la pointe de la fraise et la surface de la couche de cuivre. Il doit être utilisé avec la sonde correctement connectée, sinon la pointe de la sonde se cassera irrémédiablement.
5. Zero XY: Est utilisé pour mettre à zéro les coordonnées de travail X et Y au moment où la fraise est placée au point d'origine de l'usinage.
6. Zero Z : sert à réinitialiser la coordonnée de travail Z lorsque la sonde touche la surface de la carte cuivrée au point d'origine du travail.
7. Restore Origin : rétablit les coordonnées de travail avec les valeurs de coordonnées de la machine, à l'aide de la commande G92.
Si, dans les paramètres de Candle, vous activez la case Restore origin box (option recommandée !) en cliquant sur le bouton, la CNC démarrera et, en fonction de la valeur réglée :
Plane : la broche se déplace en zéro XY, en se déplaçant uniquement horizontalement.
Space : la broche se déplace au zéro XYZ, en se déplaçant horizontalement et verticalement.
8. Safe position : amène la broche à une position de sécurité le long de l'axe Z, en maintenant l'outil loin de la plaque cuivrée. La position est déterminée par la valeur définie dans le champ Safe Position Commands. Dans notre cas, la valeur finale Z5 signifie que la broche est amenée à 5 mm de la carte du circuit imprimé. Ce point est atteint quelle que soit la position initiale de la broche, qui est donc soulevée ou abaissée pour s'arrêter exactement à 5 mm de la surface de la plaque de cuivre.
9. Reset : réinitialise la CNC avec la commande Ctrl+X.
10. Unlock : déverrouille la CNC de la condition d'alarme avec la commande $X.
11. Heightmap : section réservée à la cartographie (mapping) de la surface de cuivre.
12. Spindle : Section pour le contrôle du moteur de la broche. Elle affiche la valeur réglée à l'aide du curseur ci-dessous, avec une plage allant de 0 à la limite maximale introduite dans les paramètres. La valeur maximale doit correspondre à celle introduite dans FlatCAM. Le bouton à côté du curseur est utilisé pour démarrer/arrêter le moteur de la broche.
13. X- : déplace la broche vers la gauche.
14. X+ : déplace la broche vers la droite.
15. Y+ : déplace le plateau vers l'avant de la CNC.
16. Y- : déplace le plateau vers l'arrière de la CNC.
17. Z+ : déplace la broche vers le haut.
18. Z- : déplace la broche vers le bas.
19. Step : déplacement de l'axe en mm.
20. Feed : vitesse de déplacement de l'axe en mm/min.
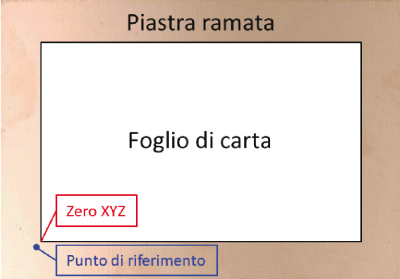
Le zéro XY est le point où vous voulez commencer à graver le dessin du circuit imprimé. Pour choisir le point zéro, vous devez positionner virtuellement le circuit imprimé sur la surface cuivrée. Voici un exemple : si cette surface mesure 10 × 7 cm et que le dessin du circuit imprimé mesure 8 × 5 cm, il est conseillé de centrer le circuit imprimé en laissant un espace d'environ 1 cm à partir de chaque bord de la carte. Pour vous aider, vous pouvez découper un morceau de papier aux dimensions exactes du circuit imprimé et le placer temporairement sur le circuit, en le centrant au mieux. Vous pouvez ensuite marquer un point près de l'angle qui deviendra le point zéro de la zone de travail. Attention toutefois à ne pas marquer exactement sur le coin, car l'encre pourrait gêner le contact électrique entre l'outil et le cuivre de la carte, ce qui perturberait le fonctionnement de la sonde Z (Figure 10).
En utilisant les boutons X/Y, vous devez positionner la broche plus ou moins au niveau de la marque faite avec le marqueur, puis vous devrez cliquer sur le bouton Zéro XY pour définir un zéro XY temporaire. Il n'est pas nécessaire d'être extrêmement précis à ce stade.
Le capteur « Sonde-Z »
Avant d'insérer la fraise, faisons un test avec le capteur Sonde-Z, qui est assez simple à mettre en place. Vous aurez besoin d'un câble bipolaire standard. À une extrémité, connectez une fiche mâle à 2 contacts, et à l'autre extrémité, fixez deux pinces crocodiles (Figure 11). La fiche mâle doit être insérée dans la paire de broches spécifique du connecteur femelle du contrôleur externe. Dans le cas de votre contrôleur CNC, le connecteur est étiqueté PB. Dans d'autres cas, elle peut être étiquetée A5. Le test initial doit être effectué sans la fraise de gravure, car en cas de dysfonctionnement, celle-ci pourrait se briser au contact de la carte cuivrée.

Vous devez amener la broche au point le plus haut possible, en utilisant le bouton Z+. Réglez ensuite une valeur de Step = 20 (entrez manuellement cette valeur) et cliquez ensuite sur le bouton Z-. Dès que la broche commence à descendre, court-circuiter brièvement les deux pinces crocodiles de la sonde. Si la broche termine son mouvement de 20 mm sans répondre au court-circuit entre les deux pinces, cela signifie que quelque chose ne va pas et qu'il faut y remédier. Autrement, il est inutile de continuer avec la sonde.
En revanche, si la broche se déplace rapidement vers le bas et s'arrête d'elle-même à un certain moment, cela indique que le contrôleur détecte le contact entre les deux pinces crocodiles. Ce comportement peut suggérer un dysfonctionnement de la sonde, mais ce ne sera pas le cas lors du test réel suivant nos instructions.
Si tout va bien, vous pouvez insérer la fraise de 0,2 mm dans le mandrin de la broche. L'outil étant soulevé au-dessus de la surface de la carte, démarrez le moteur en cliquant sur le bouton correspondant et observez la pointe de la fraise. Si l'outil n'est pas inséré et fixé correctement, vous aurez l'impression de voir une double pointe. Si vous ne résolvez pas ce problème, le résultat de la gravure sera pour le moins confus !
Réglez la valeur de Step sur 1 afin d'avoir des mouvements d'un millimètre seulement. Abaissez la broche de façon à ce que la pointe de la fraise se trouve à quelques millimètres de la plaque de cuivre, exactement sur le point choisi comme zéro XY, qui ne doit pas nécessairement coïncider avec le point de marquage. Il faut maintenant connecter correctement les pinces crocodiles de la sonde. L'une doit être accrochée directement à la fraise et l'autre à la plaque de cuivre, en un point situé en dehors de la zone de travail à graver (un morceau de papier ordinaire sera utile). C'est important, car pendant la cartographie, la fraise pourrait heurter la pince et l'endommager.
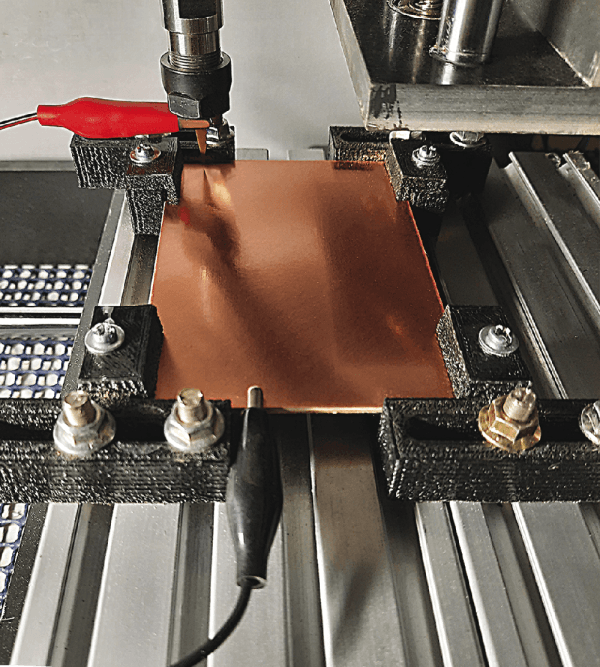
Dans la Figure 12, nous avons pris une photo de la CNC pendant la phase de recherche du zéro Z pour montrer comment les deux pinces doivent être connectées.
La dernière action consiste à insérer (sous le masque principal) :
- Dans le champ Probe grid Zt, la valeur 1.00.
- Dans le champ Probe grid Zb, la valeur -2.00.
A ce stade, vous pouvez commencer la procédure de réglage du zéro Z. Cette opération est cruciale. Une carte cuivrée standard a normalement une épaisseur de cuivre d'environ 0,035 millimètres (35 microns), dans la CAO nous avons fixé une profondeur de 0,06 mm. Si vous ne commencez pas exactement à partir du contact entre la fraise et la surface, vous obtiendrez facilement de mauvais résultats.
Il suffit de cliquer sur le bouton Z-probe pour que la fraise s'abaisse lentement. Elle peut sembler immobile en raison de sa vitesse très lente, mais vous pouvez vérifier la progression en observant la diminution des valeurs de la coordonnée Z dans le champ des coordonnées de travail. Au moment où la pointe de la fraise touche la surface cuivrée, la fraise est soulevée de 1 mm puis redescendue à nouveau, s'arrêtant au contact avec le circuit imprimé.
Si une alarme se produit pendant la descente, cela signifie que la pointe de l'outil s'est éloignée de plus de 2 mm du circuit imprimé. Dans ce cas, cliquez sur le bouton Unlock, puis sur le bouton Zéro-Z, et encore une fois sur le bouton Z-probe. Si la fraise s'arrête au contact de la plaque de cuivre, sans erreur, la procédure a réussi. Vous pouvez alors cliquer sur le bouton Zero-Z puis sur Zero-XY. Si vous avez bien suivi ces instructions, la valeur 0 doit maintenant apparaître dans les trois champs des coordonnées de travail.
L'étape suivante consiste à faire correspondre les coordonnées de travail avec les coordonnées absolues de la machine. Cela s'avérera utile plus tard, notamment si vous devez arrêter la gravure. Nous devons effectuer les opérations suivantes dans l’ordre :
- Fermez Candle.
- Couper l'alimentation du contrôleur CNC, pas besoin de déconnecter l'USB.
- Après quelques secondes, rouvrez Candle puis remettez l'alimentation électrique.
- Cliquez sur Restore origin.
- Cliquez sur Zero Z et Zero XY.
- Cliquez à nouveau sur Restore origin.
Maintenant, en passant la flèche de la souris sur ce bouton, une petite fenêtre apparaîtra avec les valeurs 0, 0, 0. Si cela ne se produit pas, répétez toute la séquence du logiciel (pas la séquence zéro Z).
Cartographie de la couche de cuivre
Vous pouvez maintenant ouvrir le fichier CAM du circuit imprimé. Le dessin apparaîtra dans la fenêtre principale de Candle. La cartographie est une étape cruciale pour obtenir une gravure parfaite de la couche de cuivre de la carte. En règle générale, toute déformation de la carte peut faire en sorte que sa surface ne soit pas parfaitement plane. Par conséquent, dans les zones inférieures au zéro Z, la gravure peut ne pas avoir lieu, tandis que dans les zones supérieures, des rainures très profondes peuvent être gravées.
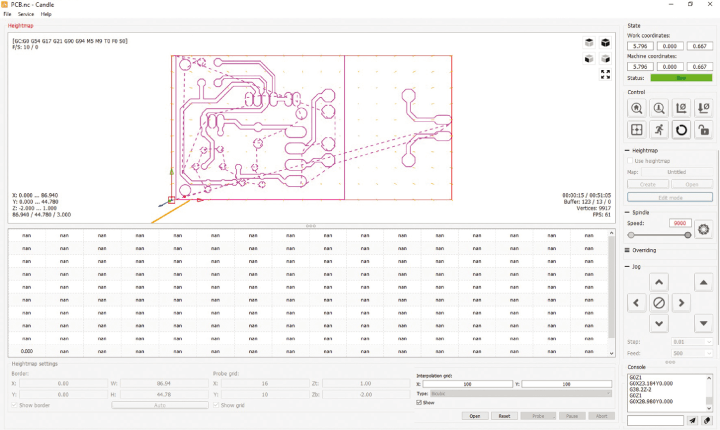
En créant une cartographie de la carte cuivrée, le logiciel compensera ces irrégularités au cours du processus de gravure. Dans la section Heightmap, cliquez sur le bouton Create. Sous la zone du circuit imprimé, la zone de cartographie s'ouvre (Figure 13) :
- Cochez les trois cases intitulées Show... .
- Cliquez sur Auto pour que la boîte rouge coïncide avec les bords du dessin du circuit imprimé. De cette façon, ses dimensions réelles seront affichées en dessous.
- Entrez une valeur entière dans le champ Probe grid X, soit environ le double de la largeur du dessin du circuit imprimé (en centimètres). Par exemple, si le circuit imprimé a une largeur de 8 cm, vous pouvez utiliser une valeur de 16. Cette valeur définit la cartographie pour l'axe X avec des relevés tous les 0,5 cm environ.
- Entrez une valeur entière dans le champ Probe grid Y, soit environ le double de la profondeur du dessin du circuit imprimé (en centimètres). Par exemple, si le circuit imprimé a une profondeur de 5 cm, vous pouvez utiliser une valeur de 10. Cette valeur définit la cartographie pour l'axe Y avec des relevés tous les 0,5 cm environ.
- Vérifiez que le champ Probe grid Zt est réglé sur 1.00.
- Vérifiez que le champ Probe grid Zb est réglé sur -2.00.
- Entrez une valeur entière comprise entre 50 et 200 dans les champs Interpolation grid X et Y. Cette valeur définit l'interpolation entre les points de cartographie adjacents. Nous avons utilisé 100, mais 50 est probablement plus que suffisant.
Nous sommes maintenant prêts à commencer l'opération de cartographie. La sonde-Z doit encore être connectée entre la fraise et la plaque de cuivre. Cliquez sur le bouton Probe (à ne pas confondre avec Z-Probe), situé à la base du masque. La fraise effectue une première vérification du zéro XYZ, puis commence à vérifier les points configurés pour la cartographie. À chaque point, la case correspondante de la grille est remplie. Une fois le travail terminé, une carte colorée s'affiche à l'écran.
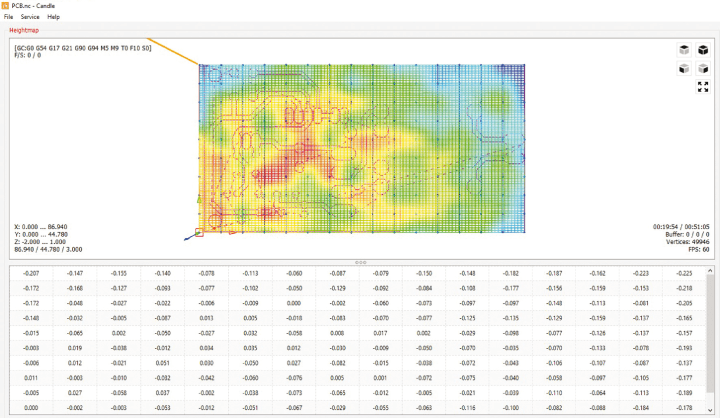
Comme la fraise s'arrêtera à la position du dernier point sur la carte, cliquez sur Restore origin pour ramener la fraise à la position zéro XYZ. Voyons comment interpréter les colorations, qui représentent l'écart de niveau par rapport au zéro Z (Figure 14).
Les valeurs négatives indiquent que la fraise est descendue plus bas que le zéro Z à ce point. Les valeurs positives indiquent que la fraise a touché la plaque avant d'atteindre le zéro Z. Les zones vertes indiquent un niveau très proche du zéro Z. Les zones bleu clair indiquent une profondeur légèrement supérieure, tandis que les zones bleu foncé indiquent une profondeur plus constante. Les zones jaunes indiquent une profondeur légèrement inférieure à zéro Z, tandis que les zones rouges indiquent une profondeur inférieure à zéro Z plus constante.
Bien entendu, vous ne devez pas vous contenter de vérifier ces correspondances. Vous devez également tenir compte de l'effet de l'interpolation. Cependant, tout est automatique. Cliquez sur Create, puis sur YES à l'éventuelle demande de confirmation, et nommez le fichier avec quelque chose comme Name.map, en choisissant le même chemin que les fichiers CAM.
Cliquez sur Edit mode pour supprimer le masque Heightmap et le circuit imprimé réapparaît. Activez la case Use Heightmap, cliquez sur Open et ouvrez le fichier .map que vous venez de créer à l'instant. Le logiciel recalculera toutes les coordonnées XYZ sur la base de la cartographie.
La dernière opération à effectuer est la répétition du zéro Z, toujours à l'aide de la Sonde-Z. Cette opération ne doit pas être négligée car il arrive souvent qu'à la fin de la cartographie le zéro Z soit légèrement modifié, ce qui aurait un effet négatif sur la gravure. Immédiatement après, il faut déconnecter la sonde Probe Z du contrôleur et enlever la pince, en mettant le fil de côté.
Gravure du circuit imprimé
Avant de commencer cette opération, il est recommandé de disposer d'une huile de lubrification et de refroidissement émulsifiable pour les outils de coupe. En général, cette huile est préparée sous la forme d'un mélange à 1 % dans de l'eau du robinet et peut être placée dans un vaporisateur pour faciliter la distribution. Une première pulvérisation doit être effectuée sur la zone zéro Z.
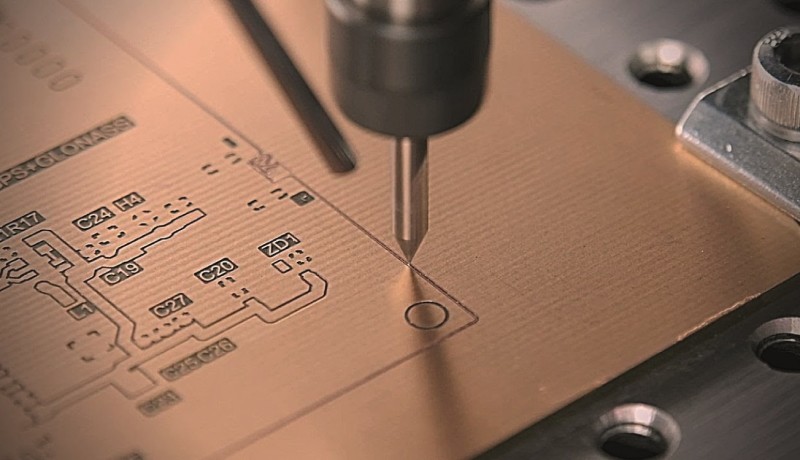
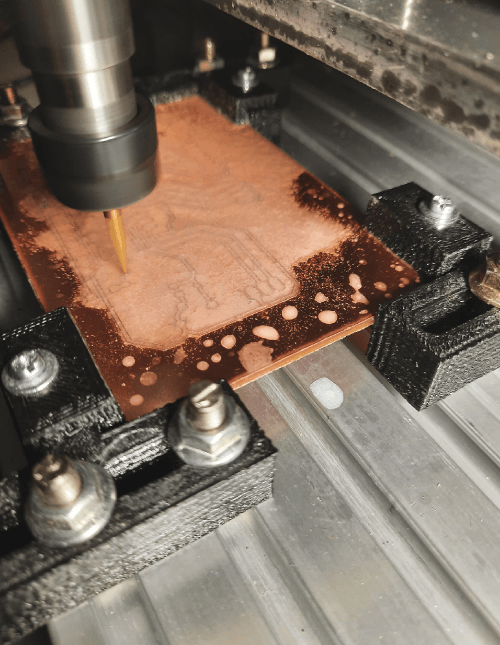
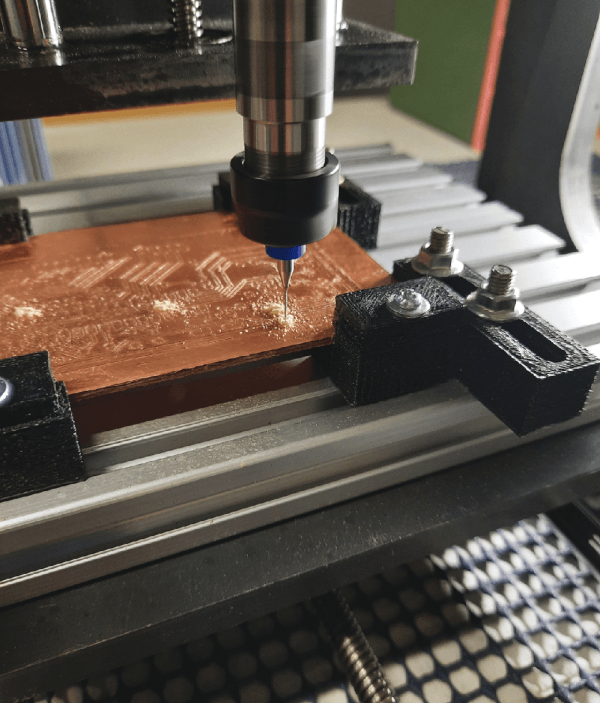
À ce stade, il convient de soulever la fraise de 5 à 10 mm au-dessus de la carte et de cliquer sur le bouton SEND. Le moteur de la broche se met en marche et la fraise atteint le point où la gravure doit commencer. Il est conseillé de suivre la gravure tout en appliquant le mélange huile-eau sur le cuivre, car cela permet d'améliorer les performances de la fraise, en évitant la surchauffe et les dommages, et d'améliorer la qualité de la gravure sur le cuivre. (Figure 15).
Il faut cependant garder une distance de sécurité avec la fraise, car tout contact serait extrêmement dangereux !
Le logiciel Candle affiche graphiquement le processus de gravure. La fraise est représentée par un pointeur qui indique où elle se trouve. En outre, les pistes du circuit imprimé changent de couleur au fur et à mesure qu'elles sont gravées. Il convient de noter que la machine CNC effectue généralement une double passe pour les pistes et les pastilles plus grandes, la deuxième passe étant légèrement plus profonde. Il se peut donc que le premier passage ne soit pas assez profond à certains endroits (Figure 16). En cas de problème, vous pouvez cliquer sur le bouton ABORT pour arrêter l'opération immédiatement.
A ce stade, vous pouvez appliquer les corrections nécessaires et recommencer la gravure à l'aide du bouton Send. Il ne faut cependant pas fermer et rouvrir Candle ou débrancher le câble, sous peine de perdre les références zéro XY. Dans ces conditions, vous pouvez reprendre la gravure en ayant la certitude que l'outil suivra précisément les traces précédentes.
À noter : A chaque fois que vous lancez Abort, avant de relancer la procédure de gravure, vous devez recharger le fichier Heightmap et répéter la procédure zéro Z.
Une fois le processus de gravure terminé, pour passer à l'étape du perçage, vous ne devez pas quitter Candle ni déconnecter l'USB, afin de conserver les références XY. La surface de la carte sera pleine de résidus de cuivre mélangés à de l'huile émulsifiable. On peut s'en remettre aux boutons XYZ movement, pour accéder facilement à la carte pour la nettoyer, sans la démonter du plateau. Cette opération peut être effectuée à l'aide d'un pinceau ou d'un chiffon. Il n'est pas nécessaire de se préoccuper des nouvelles coordonnées, le perçage démarrera automatiquement à partir du zéro XY. .
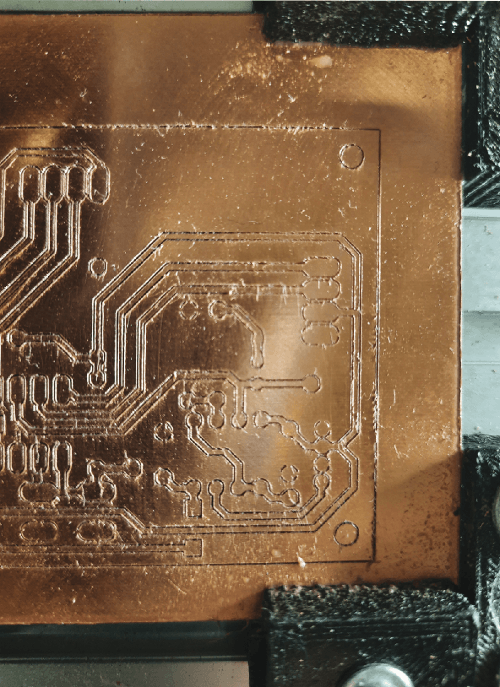
De nombreux facteurs contribuent à la qualité de la fabrication d'un circuit imprimé. Parfois, le résultat est parfait, mais le plus souvent, la surface peut apparaître rugueuse, ce qui peut être le signe d'une profondeur de gravure excessive ou d'un état imparfait de l'outil. En outre, il faut tenir compte de la « pâte » résiduelle entre l'huile et le matériau fraisé, de sorte que le circuit imprimé peut avoir l'aspect de la Figure 17.
Le perçage
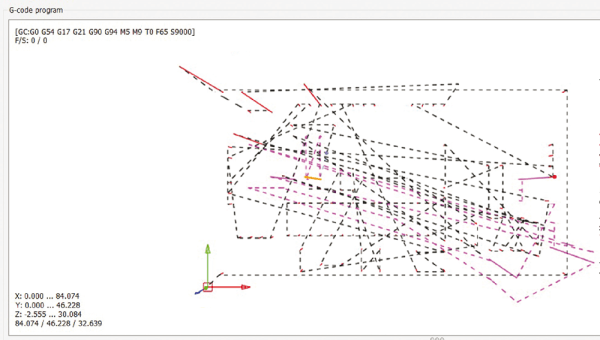
Sans quitter Candle, pour conserver les paramètres zéro XY, ouvrez le fichier Name_FORI.nc. Le masque apparaît sous la forme d'une série de lignes pointillées, représentant la trajectoire que la CNC suivra pendant le processus de perçage (Figure 18).
Remarque : il est important d'activer la case Autoscroll dans le coin inférieur gauche, sinon vous ne verrez pas les messages du logiciel concernant les changements de forets.
Vous devez remettre à zéro l'axe Z, car les forets sont plus longs que les fraises de gravure. Cependant, vous ne pouvez pas utiliser la sonde-Z car le foret pourrait ne pas garantir le contact électrique avec la surface cuivrée du circuit imprimé et il pourrait se casser.
Relevez la broche et remplacez la fraise par un foret, en veillant à l'insérer jusqu'à l'anneau de référence coloré dans la broche, puis serrez-le fermement. Les forets pour la CNC sont généralement dotés d'une bague de couleur qui sert à garantir la même longueur du foret par rapport à la broche. Malheureusement, il peut arriver que cette bague (qui est fixe) se trouve dans une position différente selon les tailles, ce qui fait qu'une partie de l'outil de perçage dépasse plus ou moins que les autres.
Il peut donc arriver qu'une fois l'étalonnage du zéro Z effectué avec un foret, si nous la remplaçons par un autre plus long, il risque d'endommager le circuit imprimé lors des mouvements entre les trous et même de se briser. Le problème ne se pose pas si le foret dépasse moins, car la valeur de la profondeur (Cut Z) que nous avons introduite dans FlatCAM peut compenser de manière significative les différences. Pourtant, c'est une bonne idée de prendre le plus long foret parmi tous ceux qui sont prévus, pour calibrer le zéro Z.
Il est évident que la partie intéressante est la partie hélicoïdale sous l'anneau et non la partie supérieure. Si, en revanche, vous avez des forets sans anneau, il est préférable de déterminer à quelle distance ils doivent dépasser de la broche et de marquer ce point sur chacun d'entre eux avec un marqueur permanent.
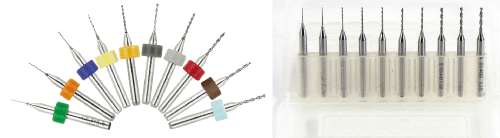
La Figure 19 présente les deux types de jeux de forets. Sortez de la zone du circuit imprimé et démarrez la rotation du moteur de la broche à l'aide du bouton Z. Abaissez le foret pour l'approcher à environ 1 mm du circuit imprimé, réglez la valeur Step sur « 0 .1 », puis continuez jusqu'à ce que vous sentiez un contact avec la couche de cuivre. Cliquez maintenant sur le bouton Zéro Z.
Relevez la pointe de quelques centimètres, puis cliquez sur Send. Le programme s'interrompt instantanément avec un message d'erreur, et une ligne surlignée apparaît dans la section de commande avec le diamètre de foret requis pour la première série de trous (Figure 20).
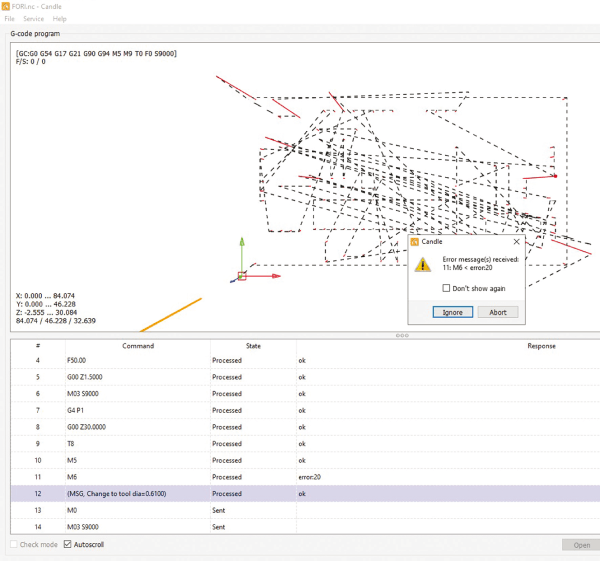
Si vous avez calibré avec ce foret spécifique, il n'est pas nécessaire de le remplacer. Toutefois, si la valeur demandée ne correspond pas à une taille standard, vous devez utiliser le diamètre disponible la plus proche. Dans l'exemple de la Figure 20, un foret de 0,61 mm est nécessaire. Vous pouvez très bien utiliser un foret de 0,6 mm. Lorsque la substitution est terminée, cliquez sur le bouton Pause et commencez le perçage. La CNC actionnera les trois moteurs, amènera le foret à la position zéro XYZ et procédera au premier trou, en suivant la trajectoire indiquée par les lignes en pointillés. Comme pour la gravure, les lignes en pointillés changent de couleur au fur et à mesure de l'avancement du perçage (Figure 21).
Lorsque la série de trous de même taille est terminée, le logiciel fait une pause, remonte la broche et demande le foret suivant. Dans la Figure 22, nous avons capturé l'instant où le foret perce le circuit imprimé.
Vous ne devez pas vous soucier de nettoyer le circuit imprimé pendant le perçage. En fait, nous vous recommandons d'éviter tout type intervention, car il est très dangereux d'approcher vos mains ou un outil d'un foret qui peut causer des dommages graves, aussi petit soit-il ! En cas de problème (par exemple, si vous cassez un foret), vous pouvez cliquer à tout moment sur le bouton ABORT pour annuler immédiatement l'opération.
Vous pouvez alors résoudre le problème et recommencer le perçage à l'aide du bouton Send. Cependant, vous ne devez pas fermer et rouvrir Candle ou déconnecter le câble, sinon vous risquez de perdre les références zéro XY. Ce n'est que dans ces conditions que vous pourrez recommencer à percer, en ayant la certitude que les forets passeront exactement au-dessus des trous précédents.
Remarque : si vous vous retrouvez à répéter le perçage depuis le début, vous pouvez éviter d'insérer les forets qui ont déjà terminé leur cycle. La CNC effectuera toujours les mouvements sans l'outil de coupe. Lorsque vous atteignez la demande pour le foret qui s'est cassé, vous pouvez l'insérer à ce moment-là.
Fin des opérations
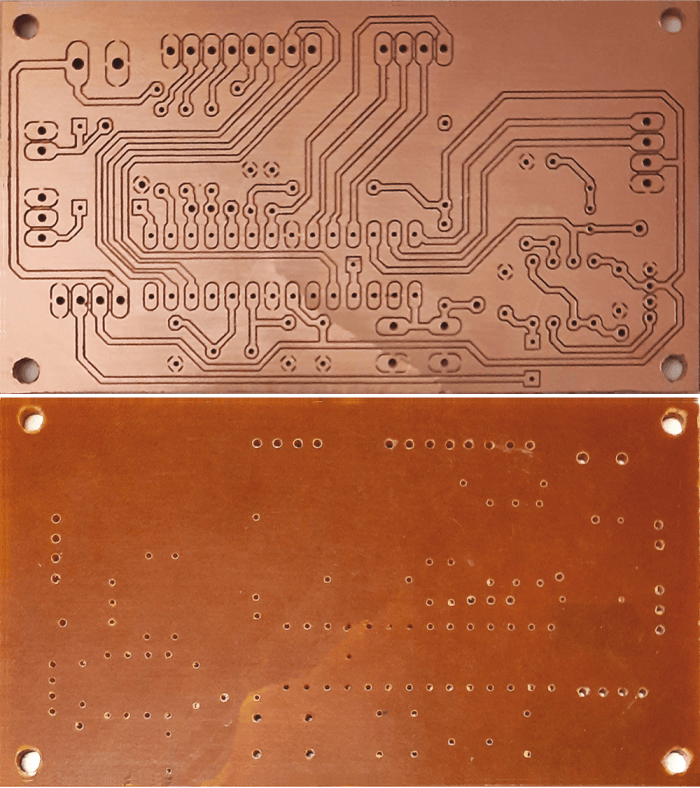
Lorsque les opérations de perçage sont terminées, levez la broche et retirez le foret, puis retirez le circuit imprimé du plateau. Le circuit imprimé doit d'abord être nettoyé à l'aide d'une brosse à poils durs, puis il peut être passé sous l'eau courante. Ensuite, il faut le sécher, de préférence avec un jet d'air. Si, comme dans notre cas, la surface n'est pas parfaitement lisse, il faut la traiter avec du papier de verre très fin, toujours sous l'eau courante, jusqu'à ce que toutes les aspérités disparaissent.
la Figure 23 permet d'observer la qualité du produit fini sur les deux faces, qui n'a vraiment rien à envier à un travail réalisé chez un prestataire de services, si ce n'est, bien sûr, l'absence de métallisation et de masque de soudure. Mais enfin, cela reste un prototype !
Une dernière remarque concerne le contrôleur hors ligne dont nous avons parlé dans l'article sur le contrôleur CNC. Gardez à l'esprit qu'il convient pour la procédure de gravure, mais pas pour la phase de perçage. En effet, si l'on exclut le contrôle par PC, il ne permet pas de changer de foret, et le message de changement d'outil entraîne une erreur.
Note de l'éditeur : Interéssé par la CNC et les circuits imprimés ? Ce projet (PCB by CNC) a été publié à l'origine dans Elettronica IN.
Traduction : Laurent RAUBER
Discussion (0 commentaire(s))